§ 26. Чеканка
Чеканка - обширный раздел художественной обработки металла. Она охватывает большое разнообразие изделий, различных по своему художественному принципу: от рельефных орнаментальных до горельефных и круглых фигурных композиций, от линейно-графических двухмерных решений, близких к гравировке, до объемно-скульптурных (трехмерных).
Чеканная техника применима и для выполнения простейших операций (набивка фактуры) и для тончайшей лепки человеческих лиц и фигур. В одних случаях чеканят из драгоценных металлов миниатюрные ювелирные изделия, в других - чеканкой обрабатывают многометровые монументальные фигуры из алюминия, меди и стали. Наличие такого разнообразия технологических приемов чеканки, дающих различный художественный эффект, объясняется тем, что чеканка - очень древний, развивающийся на протяжении многих веков способ. Чеканка была известна в Древнем Египте, античной Греции и Риме. С давних времен она известна в искусстве Ирана и Китая, Индии и Японии. Значительное развитие она получила в эпоху Возрождения в странах Западной Европы. Высокого совершенства чеканка достигла в домонгольской Руси и вновь расцвела в древнерусском искусстве XV-XVII вв. Дальнейшее развитие она получила в XVIII и XIX вв. и продолжает применяться и обогащаться новыми приемами в нашем современном декоративно-прикладном искусстве.

Рис. 39. Чеканка
Например, сохранились чеканные изделия новгородских чеканщиков XI-XII вв. культового характера (оклады икон и др.), в которых своеобразно сочетаются черты русского и византийского искусства. Это не только орнаментальные композиции, выполненные чеканкой из листа, но и чеканные литые фигуры. К этому же времени относятся образцы чеканного искусства Владимиро-Суздальской Руси. К началу XV в. (1412 г.) относятся работа мастера Лукиана (складень), выполненная в технике чеканки с чернью, а также работы тверских ювелиров, выполненные чеканкой по серебряному ажурному литью. Чеканка высокого рельефа из листового серебра производилась мастерами-греками в Москве, а чеканные ковши и чаши - в Новгороде. Особенно высокого и пышного расцвета достигла чеканка в XVI в.; в Ярославле она сочеталась с резьбой и гравировкой, в Нижнем Новгороде обогащалась литыми скульптурными деталями. Новгородские чеканщики стали применять чеканку с конфаренными фонами. Чеканились и дифовались кубки, чаши, ковши. Расцвет чеканного искусства продолжается и в XVII в. Появляются новые приемы и художественные особенности: со второй половины XVII в. и начала XVIII в. в Новгороде чеканщики применяют прорезной орнамент, в Костроме развивается плоская измельченная чеканка, чередующаяся с литьем и резьбой, в Ярославле чеканка достигает особой пышности - расцвечивается эмалью. В 1630 г. Московский чеканщик Гавриил Евдокимов выполнил трехмерную чеканную скульптуру царевича Димитрия в рост.
Художественная чеканка делится на два самостоятельных вида работ, имеющих качественные различия в технологиях производства:
- чеканка из листа;
- чеканка по литью, или оброну.
В первом случае из листовой заготовки средствами чеканки создают новое художественное произведение; во втором случае только выявляют и завершают художественную форму, ранее уже созданную скульптором и отлитую в металле (или вырезанную из металла техникой оброна).
Сущность процесса чеканки заключается в обработке материала посредством специального стержня - чекана, который ставится вертикально и по верхнему концу которого наносят удары молотком. В результате удара нижний, рабочий конец (бой) оставляет отпечаток на материале. Постепенно перемещая чекан и каждый раз ударяя по нему молотком, материалу придают желаемую форму, как бы лепят ее.
Для успешного процесса чеканки необходимо, чтобы обрабатываемый материал обладал определенной пластичностью и вязкостью, способностью изменять форму под действием силы. Наличие таких свойств характерно для большинства металлов и их сплавов (исключение составляют наиболее хрупкие из них, как, например, чугун).
Материалом для чеканки из листа служит листовой металл различной толщины, обладающий свойствами пластической деформации. Наиболее ходовыми считаются листы толщиной от 0,4 до 1 мм. Однако для крупных, монументальных произведений применяют и более толстые листы, например красную медь до 2 мм, а листовой алюминий даже до 3 мм. В современной практике чеканки из листа применяются следующие металлы и сплавы:
- цветные металлы - красная медь и ее сплавы (латуни, томпак) - материалы, наиболее пригодные для чеканки декоративных изделий и скульптуры. Они обладают высокой пластичностью, чеканятся легко, допускают глубокую вытяжку - чеканку горельефов и круглой скульптуры, хорошо отжигаются и разнообразно отделываются. Никелевые сплавы (мельхиор, нейзильбер) в настоящее время применяются редко, но в прошлом (особенно в конце XIX в.У широко использовались для чеканки художественной посуды, имитирующей серебряную. Листовой цинк обладает достаточной пластичностью, но требует специальных приемов. Листовой алюминий чеканится очень мягко и легко, допускает глубокую вытяжку, но требует особых предосторожностей при отжиге; дюраль - жесткий материал, чеканится трудно, но дает интересные имитации серебра;
- черные металлы: мягкая, малоуглеродистая сталь, предварительно отожженная и протравленная - так называемый декапир (или дважды протравленная сталь до и после отжига - дважды декапир) - материал более трудный в чеканке по сравнению с медью, но очень красивый в отделке. Этот материал может быть рекомендован для чеканки крупных декоративных изделий, не требующих тонкой деталировки. Так же как и медь, он позволяет вытягивать высокий рельеф.
Для некоторых простых декоративных приемов чеканки (расходка, просечка - см. ниже) можно применять листовую кровельную сталь (кровельное железо). Нержавеющая (хромоникелевая) сталь - красивый, современный, очень эффектный материал, но чеканится трудно. Может применяться для крупных, экстерьерных декоративных изделий.
В прошлом для чеканки уникальных ювелирных изделий, дорогой посуды (ковшей, чаш, кубков), а также церковной утвари (оклады икон, богослужебных книг и т. п.) применялись драгоценные металлы-золото, серебро и их сплавы.
Инструменты и приспособления. Основными инструментами для чеканки являются чеканы. Они представляют собой специально откованные стальные стержни длиной 120-170 мм, восьмигранного (реже круглого) сечения, несколько утолщенные в своей средней части и утонченные к концам. Такая форма обеспечивает большую устойчивость чекана и отсутствие вибраций. Кроме того, она соответствует размерам и форме человеческой руки и удобна в работе.
При работе чекан держат в левой руке тремя пальцами, опираясь безымянным пальцем (мизинец остается свободным). Локоть должен быть на весу, это обеспечивает подвижность и маневренность руки (рис. 39). Чеканы держат не строго вертикально, а слегка наклоняют назад, чтобы его рабочая поверхность (бой) была косо приподнята и вследствие этого при ударе молотком постоянно двигалась вперед. В правой руке держат чеканный молоток, которым наносят ритмичные удары по чекану, продвигая его.
Для приобретения навыков чеканки нужна длительная тренировка. Необходимо, чтобы соответствующая сила и скорость ударов сочеталась с достижением желаемого моделирования. Можно выделить три этапа в освоении техники чеканки: расходка, создание рельефа и отделка (нанесение фактуры). Расходной достигается создание контурного рисунка на заготовке, который выполняется расходником. От гравировки расходка отличается тем, что ее углубленные линии гораздо нежнее, мягче, так как при этом не получается стружек, а металл вдавливается вглубь.
Сначала очень трудно сделать гладкую равномерную линию без излишних углублений и заусениц; только благодаря многократным упражнениям появляется чувство координации ведения чекана и удара молотка; тогда можно считать, что решена большая техническая проблема в приобретении навыка чеканки. Этот первый навык особенно необходим при чеканке шрифтов или строгих орнаментальных линий. Напротив, при моделировании с лицевой или обратной стороны получается рельефное изображение благодаря обработке различными чеканами.
При невысоких (низких) рельефах и изображениях достаточно бывает отмоделировать их только с лицевой стороны. Если выпуклость рельефа должна быть более четкой и высокой, можно поднять рельеф с задней стороны. Чаще контур намечают с передней стороны (расходка) и потом моделируют сзади, так как при таком методе формы будут очень четкие.
Благодаря отделке и нанесению фактуры на моделированном орнаменте или другом рельефе достигается законченность работы.
Различают следующие группы чеканов (рис. 40), имеющих различную форму боя в зависимости от их назначения.
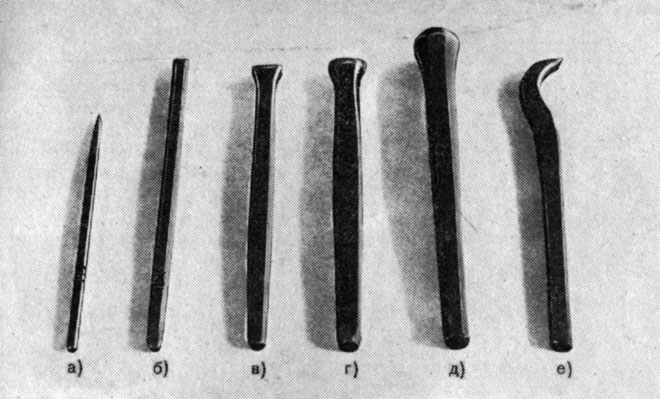
Рис. 40. Чеканы: а - канфарник; б - расходник; в, г - лощатники; д - пурошник; е - сапожок
Канфарники - чеканы с заостренным концом в форме тупой иглы; для мелких работ - более острые, для крупных работ - тупые. Канфарники служат для перевода рисунка с бумаги на металл, а также для отделки фонов точками ("канфарнение").
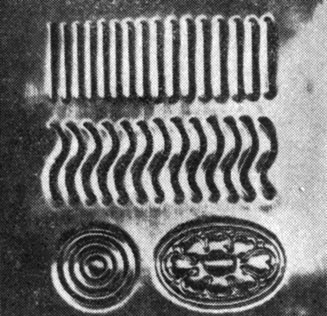
Рис. 41. Учебная работа, выполненная расходником
Расходники, или обводные чеканы, при помощи которых на металле воспроизводят контур рисунка, обводя его по точкам канфарни-ка в виде более или менее четкой сплошной линии. Широкие (толстые) расходники дают более мягкую линию, острые - наоборот, более сухую, четкую. Расходники бывают прямые - для проведения прямых линий и полукруглые с различным радиусом закругления - для обводки кривых линий. На рис. 41 показана первая учебная работа, выполненная расходником, а на рис. 42 - фрагмент композиции, выполненной расходником.

Рис. 42. Фрагмент, выполненный расходником
Лощатники (от "лощить") - наиболее обширная и разнообразная группа чеканов с более или менее плоским боем. Применяются для лощения, выравнивания плоскостей и ровных поверхностей. Лощатники бывают гладкие или шероховатые; след от них на металле получается гладкий как бы кованый или матовый, шероховатый, мягкий.
Пурошники (пурочники) - чеканы с круглой, сферической головкой. Служат для выколотки (подъема) полукруглых форм при чеканке с изнанки или для получения ямочной фактуры при работе с лицевой стороны.
Бобошники, или обжимные чеканы,- аналогичные чеканы, но с продолговатым, овальным, бобовидным боем.
Трубочки - чеканы, рабочие части которых имеют вогнутую, полушаровидную поверхность различных диаметров и глубины. На o металле образуют выпуклый сферический отпечаток - как бы имитация зерна.
Рисунчатые чеканы - по форме напоминают лощатники, но дают рисунчатые отпечатки: решеточки, полосатость, ямчатость, штриховатость и т. п. Употребляются при отделке для придания соответствующих фактур, обработки фонов и т. п. На рис. 43 показан фрагмент, отделанный рисунчатым чеканом.

Рис. 43. Фрагмент, отделанный рисунчатым чеканом
Специальные чеканы - применяются для узкоспециальных целей, например сапожок - для получения поднутрений на рельефе, или веревочка, - отпечаток которого, повторенный многократно, дает иллюзию витого шнура и др.
Фигурные чеканы, или пуансоны,- на их рабочей части граверной техникой выполнены фрагменты орнамента (завитки, листы, цветы, розетки) или буквы и цифры. Древнерусские чеканщики применяли также пуансоны с изображением рук, глаз и т. п., что значительно облегчало и ускоряло чеканку лицевых, культовых изображений.
Сечки - чеканы, остро заточенные, подобно зубилам с плоским и полукруглым лезвием; применяются для просекания фона при ажурных работах из листа.
Перечисленные группы чеканов различаются также по размеру и толщине. Так, для мелких ювелирных работ употребляют чеканы, откованные из тонких стальных прутков сечением в 3-4 мм. Для обычных (средних) работ применяют чеканы толщиной (в средней части) до 6-8 мм, а при чеканке крупных, декоративных композиций с большими формами толщина чекана достигает 15-20 мм и более. Такие крупные чеканы при работе держат в кулаке (как зубило). Иногда для выколотки высоких больших форм применяют деревянные чеканы.
Изготовление чеканов. Обычно чеканы отковывают из стального прутка; при помощи напильников их опиливают и придают желаемую форму рабочей поверхности (бою). Материалом для изготовления чеканов может служить любая инструментальная сталь; наиболее употребительна сталь марок У7 и У8.
После изготовления чекана его рабочий конец (бой) закаливают и отпускают. Для этого чекан захватывают клещами и равномерно нагревают бой до ярко-красного каления (что соответствует 750-850 0С), после чего быстро опускают в воду для охлаждения. Эту операцию необходимо производить как можно быстрее, так как охлаждение должно произойти в течение 2-3 с. Закаленный чекан становится очень твердым и хрупким.
Для уменьшения хрупкости и устранения внутренних напряжений, вызванных закалкой, применяется отпуск. Отпуск смягчает действие закалки. Для этого закаленный конец чекана шлифуют шкуркой и снова нагревают до температуры от 200 до 300°С. Начиная с температуры 220°С на отшлифованном конце чекана образуются тонкие пленки окислов железа, придающие ему различные цвета - от светло-желтого (220°С) до синего (300°С),- это так называемые цвета побежалости. При чеканке твердых металлов чекан отпускают до желтого цвета, мягких металлов - до синего.
Твердость рабочего конца у чеканов после закалки и соответствующего отпуска колеблется от 7 до 12 (по Роквеллу) в зависимости от характера работы.
При чеканке объемных, полых изделий (сосудов, скульптур и т. п.) для выколотки отдельных участков формы изнутри применяются длинные изогнутые чеканы- так называемые "крюки" и "трещотки". Они представляют собой массивные стальные стержни, изогнутые под прямым углом. Рабочие концы крюков делаются то более плоские и округлые, то более узкие и острые, но все же притуплённые, чтобы не прорывали металл. Такие же формы и у боевых концов "трещоток".
Кроме чеканов в работе чеканщика применяется молоток. Современная, специфическая форма чеканного молотка выработалась в процессе многовекового усовершенствования и отбора. С одной стороны он имеет плоскую поверхность (квадратную или круглую в очертании) -для нанесения удара по чекану, а с другой стороны шарообразный или полукруглый конец - для выколотки углублений в листовом металле. Особенностью чеканных молотков является также специальная форма их рукояток и насадка. Рукоятка слегка плоская, изогнута и утолщена к концу. Такая форма легко и удобно ложится в ладонь и не утомляет руку при многочасовой непрерывной работе. Подсобные материалы и приспособления, употребляемые при чеканке:
- Смола - для закрепления листового металла при его обработке. В ее состав входят: искусственные смолы (от перегонки нефти) или естественные (смолы хвойных пород - ели, сосны) с добавлением наполнителя. В качестве наполнителя используют мелкую сухую землю, старую горелую формовочную смесь, сухую охру, золу и другие вещества. Чем больше процент наполнителя, тем тверже становится смола. Для большей вязкости и мягкости смолы к ней иногда добавляют воск до 5-10% общего объема, а для большей клейкости и прочности - канифоль.
- Мешки из прочной ткани (брезент), наполненные песком и зашитые, используются при выколотке рельефа, для ускорения работы. Но выколотка на мешках не дает точных контуров; она является только подготовительной операцией и обычно требует дополнительной обработки на смоле.
- Листовая резина и листовой свинец, используемые так же, как и мешки с песком, для обработки отдельных участков на чеканном листе преимущественно при мелких работах. Иногда вместо резины используют войлок.
- Стальные, чугунные и каменные плиты или деревянные доски - для выравнивания фонов и плоских чеканок.
- Приспособления для насмолки и отжига - паяльные лампы, кузнечные горны, специальные электронагревательные устройства для насмолки.
- Приспособления для очистки - ванны с травильными растворами и отбелом, крацевальные и шлифовочные станки, пескоструйные установки.
- Ящики (доски) и котелки для насмолки плоских и объемных чеканок.
- Тиски (стуловые) - для зажима крюков (трещоток) при работах по выколотке объемных форм изнутри.
- Приспособления для варки и наложения смолы. Для варки применяется котел с электрическим подогревом. Нагрев открытым пламенем не желателен, так как смола легко вспыхивает и горит, а горелая смола теряет свои пластические свойства и для ответственных работ непригодна. Для наложения на доски (ящики) и разравнивания смолы применяется специальный скребок.
- Слесарный инструмент: ножницы для резки металла, плоскогубцы- для подгибания углов и краев листа при насмолке, кузнечные клещи - для захвата чеканки при отжиге, напильники, надфили и рифлевки - для нанесения фактуры и опиловки краев ажура при просечных работах.
Технология чеканки
Подготовка рисунка. Для производства чеканки из листа прежде всего подготовляют рисунок, выполненный на бумаге в натуральную величину (шаблон), в линейной (контурной) манере, без теней и с небольшими полями для приклейки его на металл.
Для выполнения рисунка на предмете делают его развертку на бумаге: целиком - для простых форм, имеющих один радиус кривизны (конус, цилиндр), на которые бумага легко накладывается, или по частям - для шарообразных и сложно профилированных форм, имеющих несколько радиусов кривизны. На таких изделиях наложение и совмещение рисунка, выполненного на плоском листе бумаги, со сложно профилированной поверхностью изделия может быть (условно) достигнуто только на небольших участках формы с большей или меньшей степенью деформации бумаги. Такие изделия перед нанесением рисунка предварительно размечают и рисунок переводят на них по частям (фрагментарно).
Подготовка бляшки. Исходя из размера и конфигурации рисунка от листового металла ножницами отрезают прямоугольную бляшку с таким расчетом, чтобы на ней свободно размещался весь рисунок и еще кругом оставался небольшой свободный край шириной 30-40 мм. Этот край необходим для более прочного удержания бляшки на смоле в процессе чеканки, особенно при выколотке высокого рельфа близко от краев. При чеканке у самого края бляшка обычно отскакивает от смолы (особенно от твердой) и ее приходится вновь насмаливать.
Отрезанную по размеру бляшку деревянным молотком выравнивают на плите и плоскогубцами слегка у нее загибают края и углы. Подготовленная таким образом листовая заготовка прочнее держится на смоле.
Насмолка. Благодаря насмолке бляшка прочно фиксируется, что необходимо при работе. Кроме того, отпечаток от удара чеканом получается четким и определенным. Для насмолки плоских чеканок применяют специальные доски или ящики, дно которых делают из толстого теса (толщиной 20-30 мм). Из более тонких планок со всех четырех сторон прибивают невысокие борта, образующие неглубокий ящик. Его до краев заполняют заранее сваренной и разогретой смолой, которой дают остыть и затвердеть. Размеры ящика должны немного превышать размеры бляшки так, чтобы от края бляшки до стенок ящика оставалось свободное поле смолы не меньше 20-30 мм. Глубина ящика также должна соответствовать высоте рельефа. Чем выше рельеф, тем глубже должен быть ящик.
Затем паяльной лампой или пламенем газовой горелки разогревают верхний слой смолы, слегка размешивая и разравнивая его при этом скребком. Когда верхний слой смолы хорошо разогреется, на него укладывают бляшку, следя за тем, чтобы она разместилась на одинаковом расстоянии от краев ящика и не утонула глубоко в смоле. Кроме того, очень важно, чтобы под бляшку не попал воздух и она присмолилась бы всей плоскостью. Затем ей дают остыть.
Объемные формы - стаканы, вазы, круглые скульптуры, а также глубокие барельефные и горельефные формы чеканят, наполнив их смолой. Для этого смолу разогревают и заливают в полость объемных форм, следя за тем, чтобы там не остался воздух и не образовались пустоты. При чеканке это приводит к трудно исправимому браку, так как металл под ударами чекана на пустотах проваливается, а иногда и прорывается.
В качестве опоры для объемных чеканок употребляют специальные котелки, выдавленные в форме полушара из листовой стали и заполненные предварительно разогретой смолой немного выше края (горкой). На таком котелке, пока смола не совсем застыла, но уже загустела, приготовляют место для обрабатываемого изделия. Для этого горячую и еще вязкую смолу покрывают мокрой бумагой или тряпкой, а сверху кладут подлежащий чеканке объемный предмет (наполненный смолой) и слегка вдавливают его в смолу. Тряпка или бумага не дают смоле прилипнуть к предмету, и на котелке образуется углубление (отпечаток), точно соответствующее его конфигурации. В таком углублении предмет хорошо и прочно удерживается в процессе чеканки, легко снимается, не пачкается о смолу.
Под котелок при чеканке подкладывается специальная подставка в форме кольца, сделанная из резины или свернутая из обрезков приводных ремней.
Перевод рисунка. На насмоленную бляшку или объем переводят заготовленный рисунок. Для этого металлическую поверхность слегка покрывают акварельными белилами и через копировальную бумагу переводят рисунок (рис. 44, слева). Готовый рисунок на металле закрывают нитролаком, что,ы он не стирался при работе. Однако рисунок, переведенный через копирку, все же мало прочен и при чеканке ответственных работ (больших многофигурных композиций, портретов и т. п.) лучше применять старый испытанный прием - канфарение. Для этого рисунок прикрепляют к металлу посредством пластилина (или воска) или наклеивают мыльным раствором, а затем специальным чеканом - канфарником пробивают рисунок по контурам рядами точек, образующих пунктирные линии, хорошо заметные после снятия бумаги.

Рис. 44. Орнаментальная решетка: слева - рисунок, переведенный через копировальную бумагу; справа - рисунок, обработанный расходником
Канфарить надо легко, но уверенно, так, чтобы каждая точка от удара канфарника была бы хорошо заметна, но не пробивала бы металл глубоко. Излишне глубокое канфарение почти невозможно вывести в процессе всей последующей чеканки, а ее следы не всегда желательны на готовом изделии. Мелкий рисунок канфарят острым чеканом, набивая точки часто (близко друг к другу). Крупный рисунок наносят тупым канфарником, редким пунктиром. Рисунок после умелой, аккуратной канфарки сохраняется и может быть использован повторно.
Расходка и опускание фона. Процесс чеканки обычно начинают с обводки или расходки сканфаренного рисунка. Выбрав соответствующий по ширине обводной чекан-расходник, им проходят по всем линиям рисунка, соединяя точки канфарника в одну сплошную линию и углубляя все контуры. Для мелких ювелирных работ употребляют острые расходники, дающие четкие узкие штрихи, для крупных чеканок, наоборот,- тупые, широкие расходники. При очень больших работах обводку делают иногда даже не расходником, а бобошником. Причем для еще большей ширины расходки бобошник ставят поперек и проводят линии его широкой стороной. После расходки рисунок становится хорошо видным и с лицевой, и с обратной сторон (рис. 44, справа).
Следующей операцией является опускание фона вокруг рисунка при помощи более или менее плоских чеканов (лощатников), которыми "выводится расходка". Для этого чекан держат несколько наклонно в сторону рисунка и, сохраняя стенку, образованную расходником со стороны рисунка, выравнивают (осаживают) противоположную, обращенную к фону. Опусканием фона добиваются выявления рельефа. Рисунок начинает ясно выступать, несколько возвышаясь над осаженным фоном. Этим заканчивается первый этап чеканки. Металлическая пластина к этому времени уже успевает нагартоваться и требует для дальнейшей обработки отжига (рекристаллизации).
Отжиг. Для проведения отжига чеканку снимают со смолы, нагревая ее паяльной лампой, после чего она легко отделяется. Захватив пластину клещами за край, ее нагревают до темно-красного каления. В процессе нагрева металл отжигается и вновь приобретает вязкость и пластичность. В то же время смола с оборотной стороны выгорает и оставшаяся пыль легко удаляется крацовкой, отбелкой и промывкой. Заготовка становится совершенно чистой и после просушки вновь поступает в дальнейшую обработку.
Отжиг драгоценных, цветных и черных металлов и сплавов не представляет трудностей. Как только смола сгорит и металл начнет слабо краснеть, нагрев прекращают и процесс отжига заканчивают. Некоторые особенности имеет отжиг алюминия и его сплавов. Процесс рекристаллизации алюминия начинается уже при 100°С, т. е. задолго до начала красного каления (свечения). В то же время температурные интервалы красного каления и плавления у алюминия очень близки. Если алюминий нагреть докрасна, то он плавится и начатая работа разрушается. Поэтому при отжиге алюминия и его сплавов (дюрали) пластину незначительно нагревают и о температуре рекристаллизации судят по почернению (обугливанию) мыла, которым предварительно чертят полоски на подлежащей отжигу алюминиевой заготовке.
После отжига алюминиевую пластину промывают в подогретом растворе двууглекислой соды или едкого натра.
Выколотка рельефа. Эта операция заключается в дальнейшем подъеме рельефа (если это предусмотрено рисунком). Рельеф выколачивают с обратной стороны на резине или мешках с песком. При этом стремятся приподнять рельеф возможно точнее, в соответствии с рисунком. Выколотку ведут различными чеканами (при мелкой работе) или просто обратной стороной молотка (при крупных чеканках). Иногда подъем делают выше, чем следует, с некоторым запасом, с расчетом на последующую доработку на смоле.
Необходимую четкость рельефа при выколотке без смолы получить невозможно, но эта задача и не ставится. Четкость достигается позднее, при окончательной чеканке на смоле. При выколотке рельефа важно, чтобы металл тянулся эластично и не рвался. Кроме того, при выколотке необходимо правильно установить основные соотношения в планах рельефа и определить их высоты. При ответственных работах (например, портретных чеканках) все время следят за тем, чтобы не сбить рисунок. Отдельные участки рельефа, которые должны быть наиболее резкими и четкими (острые углы, грани и т. п.), выколачивают на деревянной доске или еще лучше на листовом свинце. Все участки фона выравнивают и устанавливают так, чтобы они лежали в одной плоскости. Это достигается их простукиванием лощатниками на стальной, чугунной или мраморной плите. После выколотки рельефа и выравнивания фона пластину вновь отжигают, отбеливают, промывают и высушивают для вторичной насмолки и окончательной доработки на смоле.
Вторичная насмолка и окончательная доработка рельефа. Вторичная насмолка производится так же, как и первая, стой лишь разницей, что теперь предварительно всю полость рельефа заполняют расплавленной смолой и только после ее остывания и твердения чеканку насмаливают на ящик. Если в процессе насмолки на лицевую поверхность рельефа попала смола, то ее смывают тряпкой, намоченной в керосине, и насухо протирают. Окончательная прочеканка рельефа заключается в детальной проработке всех форм, выявлении их характерных особенностей и в то же время соподчинении деталей главному, создании общего цельного впечатления от всего рельефа.
Большую роль в окончательной отделке играет фактура чеканных поверхностей; сочетание гладких, кованых и матовых (шероховатых) элементов рельефа помогает при незначительных разностях в высотах рельефа получать большой декоративный эффект. Значительно обогащает чеканку применение различных рисунчатых чеканов, придающих отдельным участкам рельефа полосатую, решетчатую, ямчатую или ячеистую фактуру. Заканчивая работу, вновь применяют расходник (иногда острый). Едва уловимые штрихи или рассечки, нанесенные им, подчеркивают ту или иную форму.
Большое внимание уделяют отделке фона - его делают то гладким, кованым, то матовым, пестрым и рисунчатым. Иногда его канфарят, а иногда совсем просекают (при тонком листе) или выпиливают лобзиком (при более толстом листовом металле). Просечку фона осуществляют, не снимая работу со смолы, после ее полной и окончательной доработки. Для просечки применяют специальные сечки и мелкие зубильца с прямым и полукруглым (серповидным) рабочим концом, остро заточенные. Пропиловку делают лобзиком после снятия со смолы и отжига для удаления остатков смолы на оборотной стороне чеканки, которая мешает пропиловке. После просечки или пропиловки заусенцы опиливают надфилями различных профилей. При окончательной отделке работы пользуются большим количеством разнообразных чеканов.
На рис. 45 показана серебряная братина XVII в. из Государственной Оружейной палаты, представляющая собой совершенный образец чеканного искусства. Здесь очень умело и с большим вкусом использованы все приемы художественной чеканки.

Рис. 45. Чеканная серебряная братина XVII в. Москва. Государственная Оружейная палата
Кроме основных процессов и очередности их выполнения существует большое разнообразие в последовательности работ и приемах чеканки. В зависимости от конкретных условий, материала и задач применяют различные варианты технологии. Например, при точных работах, требующих большой четкости и верности форм и контуров рисунка, поступают следующим образом: сканфаренный рисунок тщательно обводят и после расходки лист сразу снимают со смолы, отжигают, отбеливают и насмоливают наизнанку, т. е. оборотной стороной наверх. Дав смоле затвердеть, рельеф выколачивают непосредственно на смоле. Линии расходника хорошо видны с изнанки, и работа получается очень точной.
При опускании рельефа на смоле он получается верным и чистым, полностью соответствующим замыслу, чего нельзя добиться при выколотке рельефа на песке или резине, где при ударе опускается большой участок металла (который потом уточняют при насмолке). При опускании рельефа на смоле опускается строго ограниченная, определенная форма рельефа, только та, по которой наносят удар чекана. В дальнейшем работу опять пересмаливают налицо, еще раз уточняют формы и высоту приподнятого с изнанки рельефа и заканчивают чеканку нанесением фактуры и другими приемами отделки. Иногда при сложных работах с многофигурными рельефами, большим числом планов и т. п. пересмолку на ту и другую сторону производят несколько раз, пока не достигнут желаемого результата.
При крупных декоративных работах с очень высоким рельефом или при чеканке горельефов применяют перевод рисунка не на лицевую, а на оборотную сторону листа (соответственно перевернутым подготавливают и рисунок). Рисунок канфарят прямо на доске верстака, без насмолки (чтобы сократить расход времени), затем лист насмаливают, причем опять наизнанку (оборотной стороной наверх), дают смоле немного остыть (до загустения) и начинают выколачивать рельеф, опуская его вниз, в глубь смолы. Работу ведут быстро, пока не остыла и не затвердела смола. Чеканят крупными чеканами сферической формы ("выдавными") или прямо оборотной стороной большого чеканного молотка, у которого размеры шарообразного конца достигают 20-25 мм в диаметре. Выколотив необходимый рельеф, пластину пересмаливают налицо и заканчивают обычным порядком. Существуют и другие приемы чеканки плоских предметов.
Чеканка объемных форм. Начальные стадии чеканки на объеме (канфарение и расходку рисунка) производят так же, как и на плоскости. Иначе обстоит дело с выколоткой рельефа. Обычными чеканами поднять рельеф на объемной форме не удается и работу ведут крюками или трещотками. Исключение составляют очень большие вазы и другие объемные формы, где в полости самой формы оказывается достаточно пространства не только для того, чтобы поста-ставить чекан, но и размахнуться молотком.
Работу крюками ведут следующим образом: объемный предмет укладывают на верстаке, подложив под него мешок с песком или резину. Затем, поставив боевой конец крюка в полости формы, на участок рельефа, подлежащий выколотке, ударяют молотком по штанге крюка и таким путем приподнимают тот или иной элемент рисунка. Повторяя операцию многократно и каждый раз передвигая бой крюка по внутренней поверхности объемной формы, постепенно выколачивают весь рельеф до желаемой высоты. На рис. 46 показана серебряная ендова, рельеф на которой поднят крюками.

Рис. 46. Серебряная ендова 1644 г. Москва. Государственная Оружейная палата
Работа трещоткой осуществляется иначе. Ее зажимают нерабочим концом в стуловые тиски, а сосуд держат в руке (рис. 47); затем наставляют рабочий конец трещотки внутри сосуда на участок, рельеф которого надо приподнять (выколотить), и сильно ударяют молотком по штанге трещотки. Она вибрирует и с достаточной упругой силой наносит удар, поднимая рельеф. Работа крюками и трещоткой требует большого навыка. Особенно трудно выколачивать рельеф на сосудах с узким горлом, через которое нельзя увидеть, куда намечен бой трещотки или крюка. В этом случае работу ведут на ощупь. Работу контролируют только по результатам, уже после каждого удара, по тому рельефу, который получается на поверхности сосуда снаружи, и передвигают бой трещотки, сообразуясь с тем, верно или неверно была поставлена трещотка на предыдущем ударе.
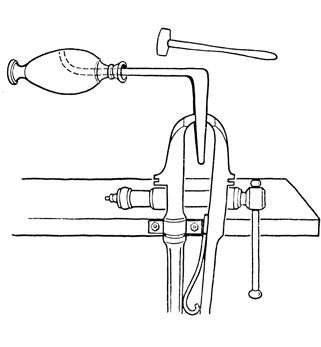
Рис. 47. Обработка изделия трещоткой
Если рельеф на объемном предмете должен быть невысоким, то его целесообразно выполнить на плоскости (на развертке), а затем уже готовый согнуть по форме предмета и примонтировать. Для этого рельеф чеканят обычным приемом, а затем осторожно сгибают руками или легким простукиванием деревянным молотком, (киянкой). Можно выделить следующие виды чеканных работ, отличающиеся по своей технологии и дающие различный художественный эффект.
Плоскостные (двухмерные) чеканные произведения, выполненные расходкой. Расходка может быть выполнена как с лицевой, так и оборотной стороны. В первом случае изделия несколько напоминают гравированные. Расходку с изнанки применяют часто современные художники (рис. 48).
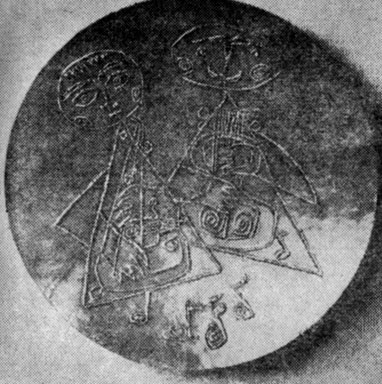
Рис. 48. Чеканное блюдо (медь) Художники И. Энгела и Н. Р. Венгерская, 1959 г.
Расходка с просечкой или выпиловкой фона. Это очень простой и в то же время эффектный вид художественной обработки металла, создающий легкие, ажурные металлические кружева. Имеет много примеров в русском декоративном искусстве, выполненных из листового железа, меди, серебра и золота (рис. 49).

Рис. 49. Медный просечной колпачок XVII в.
Чеканка без узоров (не изобразительная). Набивка фактуры пурошником, бобошником или рисунчатыми чеканами.
Расходка с опусканием фона. Это прием, широко распространенный в прошлом. Применяется для ювелирных работ и различных декоративных изделий.
Расходка с легкой выколоткой рельефа с изнанки. Расходка в этом случае делается не однообразной линией, а живой, подобно тому, как искусный рисовальщик рисует карандашом - то легко, то сочно и широко. При этом линия становится то плотной и непрерывной, то переходит в отдельные быстрые штрихи.
Рельефная чеканка с полной обработкой рельефа различной высоты и степени деталировки.
Чеканка без насмолки крупных обобщенных декоративных рельефов из листового алюминия, железа и меди - современный прием (рис. 50).

Рис. 50. Декоративная чеканка. Современная работа
Чеканка объемных изделий скульптурного типа (рис. 51).
Рис. 51. Кубок 'Петух' XV в. Германия
В современных условиях художники применяют чеканку для обработки различных декоративных предметов - блюд, ваз, настенных пластин, панно и т, п., а также для ювелирных изделий - браслетов, нагрудных украшений, пряжек поясов, подвесок и т. п.
Чеканка по литью, или оброну
Чеканка литья, или оброна, применяется в тех случаях, когда необходимо получить особенно четкую и ясную чеканную форму. Чеканят в основном отливки, полученные при литье в земляные формы. Современные, новые виды литья (кокильное, точное) чеканки не требуют, так как отливки получаются весьма точные и четкие.
Инструменты и приспособления для чеканки литья почти те же, что и для листовой чеканки, за исключением крюков и трещоток, которые здесь не применяются. Разница заключается только в более твердой закалке рабочих концов чеканов, особенно при чеканке чугуна и литейных латуней, а также некоторых бронз и силумина.
Для закрепления отливок при чеканке также используют смолу. Плоские отливки насмаливают на ящики или доски, небольшие объемные детали чеканят на котелке. Мелкие ювелирные изделия (медали, украшения) закрепляют на канифоль.
Крупные детали удерживают в тисках, при этом под губки подкладывают листовой свинец или деревянные прокладки, чтобы не повредить поверхности отливки. Зажимать литье в тисках следует очень осторожно, чтобы не смять его форму, особенно пустотелое и тонкостенное, которое при неаккуратном обращении легко мнется и образует трещины.
Очень большие, тяжелые и громоздкие отливки чеканят на верстаке или прямо на полу мастерской (например, бронзовые памятники). Литье, подлежащее чеканке, прежде всего очищают от формовочной смеси при помощи крацевочных станков или вручную. Затем отжигают до темно-красного каления, отбеливают, промывают и высушивают. Отожженные детали легче чеканятся, но можно чеканить и без отжига.
Чеканку литья начинают с устранения следов литника. Если литник был поставлен правильно, с внутренней или оборотной стороны изделия, то его следы легко удаляют опиловкой при помощи напильника и зачеканивают. Но в некоторых случаях следы литника оказываются на лицевой стороне изделия; тогда прежде всего осторожно сечками или зубилом срубают излишек металла и прочеканивают форму соответственно подобранными чеканами. Иногда, если литник был поставлен неудачно, приходится вырубать рельеф или воспроизводить недостающие элементы орнамента. На отливках, выполненных в кусковых формах, всегда остается более или менее заметный облой, в местах стыка кусков его также срубают и зачеканивают.
На пустотелых отливках сложной формы (фигуры) часто бывают отверстия от знаков стержней. Такие отверстия рассверливают, в полученные цилиндрические отверстия вставляют на резьбе пробки и зачеканивают. Пробки вытачивают из того же материала, из какого произведена отливка. Лучше всего для этой цели использовать крупные литники (или специально отлитые цилиндрические болванки). Пробки, изготовленные из идентичного материала, после их зачеканки и отделки фигуры становятся совершенно незаметными.
При чеканке часто приходится исправлять брак литья: раковины, неслитины, а также наросты, облои и другие дефекты, которые получаются либо от перекоса опок, либо от осыпания земляной формы, или на месте выбоин от удара и размыва струи металла при заливке форм. В этих случаях на отливках имеются заметные выступы. Их также аккуратно (чтобы не захватить основную форму) срубают сечкой и зачеканивают. Сначала шероховатыми чеканами с крупным зерном, чтобы затянуть или сравнять дефект, восстанавливают основную форму, а затем уже отделывают гладкими или матовыми чеканами, в зависимости от характера и фактуры всего рельефа и в соответствии с замыслом автора (скульптора).
При окончательной чеканке литья необходимо очень внимательно подбирать чеканы по форме боя и его фактуре, чтобы возможно лучше выразить характер изображаемого: сочность плодов или нежность лепестков и пышность цветов, мягкость складок ткани и пушистость меха или, наоборот, жесткость и твердость граней камня, упругость и блеск металла и т. п. Для этой цели кроме различных чеканов применяют напильники, рифлевки и надфили, а также шаберы и воронила для получения гладких, полированных поверхностей.
На рис. 52 дан фрагмент бронзовой решетки из Успенского собора Московского Кремля, которая является примером высокого мастерства чеканки по литью.
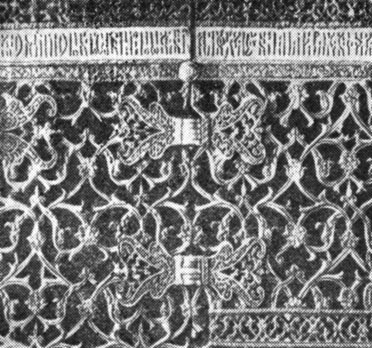
Рис. 52. Бронзовая чеканная решетка из Успенского собора Московского Кремля (фрагмент)
В настоящее время при чеканке и отделке художественного литья широко используют бормашины (с гибким шлангом) с набором всевозможных стальных и абразивных шарошек, которые значительно облегчают труд обработки и отделки литья. Шарошками легко удаляют различные наплывы, наросты, следы литников; при этом поверхности придают разнообразную фактуру, какой невозможно достигнуть чеканами.
Для получения сплошных, равномерных, матовых, бархатистых поверхностей применяют обработку пескоструйными установками с различной величиной зерен песка. Крупнозернистый песок дает красивые шероховатые отделки; мелкий песок придает поверхности тончайшую матовую бархатистость.
При чеканке крупного монументального литья кроме ручного инструмента широко применяются пневматические молотки. Молотки приводятся в движение сжатым воздухом, который автоматически, попеременно подается то в верхнюю, то в нижнюю полость молотка и с силой перемещает плунжер. Имеются различные типы молотков, отличающиеся своими характеристиками (массой, размерами, числом ударов в минуту, длиной хода и т. п.). Существующие конструкции молотков позволяют быстро и легко заменять инструмент. Рабочий инструмент - зубила, крейцмейсели или чеканы - вставляют в буксу, запрессованную в ствол молотка, при помощи специального хвостовика. Пневматическими молотками выполняют различные подготовительные операции - обрубку литников и наростов, затягивание раковин, а также нанесение грубых фактур и др. Для подъема и переноски тяжелых отливок применяют мостовые и поворотные подъемные краны, тали и т. п. Очистку крупного литья от формовочной земли производят гидромониторами (струей воды).
Купить настенный электрокотел для отопления в СПб по выгодной цене
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'