§ 27. Басма
Басма как самостоятельный вид художественной обработки металла является своеобразным развитием и усовершенствованием чеканки. Вместо многократных ударов чеканом, необходимых для лепки сложной формы, еще на ранних стадиях применялись фигурные чеканы - пуансоны, производящие тиснение. Одного удара такого пуансона было достаточно, чтобы его боевой конец сообщил металлу соответствующую форму. Басменные доски - матрицы - являются дальнейшим развитием техники тиснения.
Преимущества тиснения по сравнению с чеканкой - быстрота производства изделий, а также значительная экономия драгоценного металла (золота, серебра), так как тиснение осуществляется на материале значительно меньшей толщины по сравнению с чеканкой.
В древнерусском искусстве техника тиснения зарождается еще в домонгольский период (X-XI вв.) и применяется для производства рельефных заготовок под чернь и эмаль. Басма применяется начиная с XIV в. и значительно развивается на протяжении XV в. Наивысшего расцвета она достигает в XVI и XVII вв.
Для тиснения басмы прежде всего изготовляется басменная доска (матрица). Она представляет собой невысокий монолитный металлический рельеф с мягкими, плавными формами без острых краев и углов и резких выступов, которые прорывают тонкий металл при тиснении. Общая высота рельефа на древних басмах не превышала 1-2 мм, но к XVII в. (особенно в конце его) она иногда достигала уже 5-6 мм (на больших басмах).
Матрица изготовляется литьем из медных сплавов с последующей тщательной чеканкой или обронной техникой из стальной заготовки (реже), тоже прочеканенной. Толщина медных басменных матриц составляет от 6 до 10-12 мм. Стальные матрицы могут быть и тоньше. Оборотная сторона матрицы плоская, ровная, плотно ложащаяся на верстак (рис. 53).
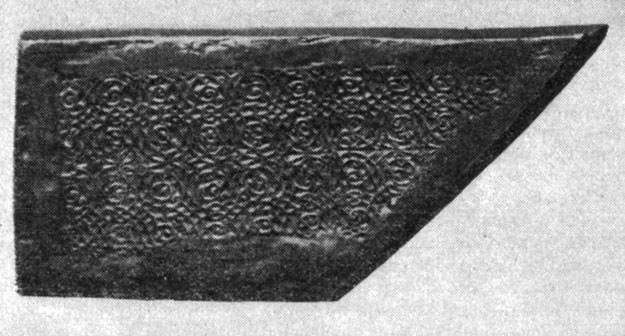
Рис. 53. Басменная доска
Процесс тиснения басмы заключается в следующем. На матрицу кладется тонкий лист металла, толщина которого обычно не превышает 0,2-0,3 мм, предварительно осторожно отожженного и отбеленного. Затем сверху накладывается прокладка из листового свинца. По этой свинцовой подушке наносят удары деревянным молотком или в современных условиях осуществляют необходимое давление при помощи винтовых, ручных прессов усилием от 50 до 100-150 кН. Под действием силы свинец (благодаря своей пластичности) вдавливается во все углубление матрицы, точно повторяя весь ее рельеф. Такие же деформации претерпевает и металлический лист, зажатый между матрицей и свинцовой прокладкой. После тиснения свинец удаляют и с матрицы снимают басму - тонкий рельеф, очень точно воспроизводящий все детали матрицы, включая и фактуру.
Басма несколько отличается от матрицы четкостью рисунка. На басме он получается более мягким, как бы слегка сглаженным. Эта разница обусловлена толщиной листа, примененного для тиснения. Чем толще металлический лист, тем расхождение больше. Для того чтобы уменьшить это расхождение и сделать рисунок на басме более ясным и четким, басменные матрицы чеканятся несколько резче и суше, чем этого требует по своему характеру воспроизводимый узор. Таким образом устраняется этот, казалось бы, неизбежный недостаток тиснения.
В древнерусском искусстве басмы применялись для оковки различных изделий как культовых, так и светских: иконостасов, рам и фона икон, пе|эеплетов книг, сундуков, ларцов и т. п. Основу изделия делали из дерева и на нее при помощи мелких гвоздей набивалась басма, сплошь закрывающая деревянную основу и превращающая изделие как бы в чеканное. Басму можно изготовить из мягких пластичных металлов - золота, серебра, меди, алюминия. На рис. 54 показана серебряная басма XV в.

Рис. 54. Басма XVI в. Серебро
Более жесткие материалы (пробное серебро, латунь) требуют промежуточных отжигов (один или два) и повторных тиснений. Иначе тонкая металлическая фольга гартуется и рвется. Повторные тиснения с отжигом необходимы также и при тиснении очень высоких рельефов и из чистых металлов. Необходимо следить, чтобы при повторном тиснении рельеф, образованный на заготовке при первом тиснении, точно совпал с рельефом матрицы. Даже при небольших несовпадениях выступающие элементы рельефа сминаются и заготовка портится. Басмы выполняли с лицевыми изображениями или орнаментальными. Особенно часто применялись басмы с повторяющимся орнаментом. Для получения такого орнамента на. матрице выполнялся только один рапорт, а затем в процессе изготовления басмы после каждого тиснения заготовка передвигалась на величину рапорта и вновь оттискивалась. Такие стыки хорошо видны на готовой басме. По наличию стыков легко отличить тиснение от чеканки.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'