Современные резательные устройства
Современные аппараты для газоэлектрической резки проникающей дугой могут быть разделены на следующие группы.
1. По характеру управления процессом резки - с автоматизированным управлением (установки) и с ручным управлением (резака или комплекты).
2. По количеству используемых газов - одногазовые и многогазовые. В них могут быть использованы газовые смеси или раздельно подаваемые газы.
3. По способу перемещения резака - ручные и механизированные.
Промышленные аппараты характеризуются также составом поставляемых узлов и потребностью в комплектующей аппаратуре.
Основным типом резательных аппаратов, наиболее широко применяемым в настоящее время, являются многогазовые смесевые установки с автоматическим управлением. К этим типам аппаратов относится установка УДР, разработанная ВНИИАВТОГЕНом. Практически во всех отечественных многогазовых установках с большими или меньшими дополнениями или упрощениями использована принципиальная схема этой установки.
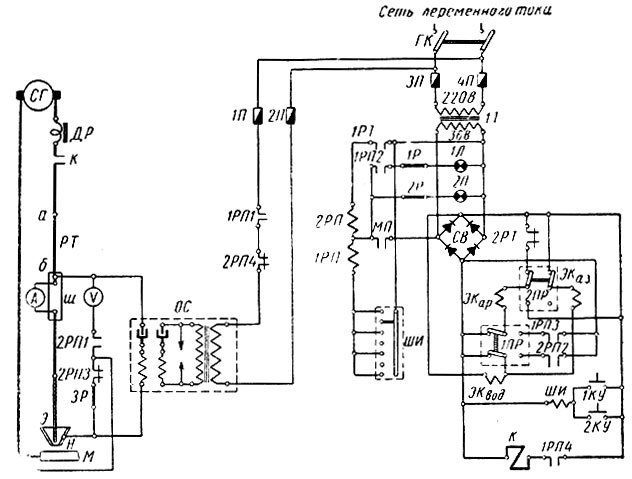
Фиг. 52. Электрическая схема установки УДР
Установка УДР состоит из ручного или машинного резака и аппаратуры автоматического управления. Установка должна быть укомплектована источниками газов и электроэнергии с приспособлениями для регулирования и контроля рабочих параметров. Для зажигания вспомогательной дуги используется осциллятор ОС (фиг. 52), возбуждающий высокочастотный разряд. Для защиты источника тока от напряжения высокой частоты в рабочую цепь включают индуктивное сопротивление (обычно дроссель сварочного трансформатора). В установке предусмотрено (водяное охлаждение формирующего наконечника резака с отбором охлаждающей воды из водопровода и ее последующим сбросом. В составе aппаратуры управления предусмотрены блокировочные, электроизмерительные и сигнальные устройства; схема управления в процессе резки обеспечивает автоматичность рабочих переходов.
На фиг. 52 приведена принципиальная электрическая схема соединений установки УДР1. Сварочный генератор СГ подключен к вольфрамовому электроду Э через дроссель ДР и к разрезаемому металлу М. В рабочей цепи установлены амперметр А с шунтом ш и контактор К с (нормально разомкнутым контактом. Формирующий наконечник Н через балластное сопротивление и нормально замкнутый контакт реле 2РП3 соединен с металлом.
1(Разработана инж. Д. Я. Шудманом.)
Аппаратура управления питается от сети переменного тока через рубильник ГК и понижающий трансформатор 1Т. Трансформатор питает некоторые цепи управления и сигнализации, а также выпрямитель СВ, обеспечивающий постоянным током обмотки электромагнитных газовых клапанов, катушки контактера К и шагового искателя. Напряжение в цепях управления переменного тока составляет 36 в, постоянного - 24 в. От сети переменного тока предусмотрено питание осциллятора через нормально замкнутый контакт реле 2РП4 и нормально разомкнутый контакт реле 1РП1.
Работа установки происходит следующим образом. Перед началом резки открывают баллоны с газами, запускают сварочный генератор и включают рубильник ГК в цепи переменного тока. При этом в цепях управления появляется постоянный ток; включением переключателя 2ПР в верхнее положение, а переключателя 1ПР в левое положение можно произвести продувку газов и предварительно отрегулировать заданную величину расхода каждого из них. Затем переключатель 1ПР переключают в правое положение. а переключатель 2ПР оставляют в верхнем положении, если при резке используют азот, или переключают 2ПР в нижнее положение при резке в аргоно-водородных смесях.
До начала резки включают подачу воды. Блокировочный водяной клапан включает микропереключатель МП, при этом загорается зеленая сигнальная лампа 2Л, указывающая, что установка готова к работе.
Для запуска установки служит кнопка 1КУ, находящаяся на рукоятке резака, или 2КУ, размещенная на приборной панели шкафа управления. При нажатии кнопки шаговый искатель ШИ подает напряжение на реле 1РП, которое, включая контакты 1РП1, 1РП2, 1РПЗ и 1РП4, подает напряжение переменного тока на осциллятор, зажигает красную сигнальную лампу 1Л, открывает подачу аргона клапаном ЭКар и включает контактор К в рабочей цепи. Высокочастотный разряд пробивает зазор между электродом и наконечником, и в потоке аргона возбуждается вспомогательная дуга. 1Р, 2Р и 3Р - балластные сопротивления.
Когда резчик подносит резак к разрезаемому металлу и поток плазмы вспомогательной дуги касается его поверхности, в рабочей цепи возникает аильный ток, в результате чего срабатывает реле РТ, подавая через контакт 1РТ напряжение на реле 2РП, которое замьжает контакты 2РП1 и 2РП2 и разрывает контакты 2РП3 и 2РП4. При этом включается вольтметр, измеряющий напряжение дуги, открывается клапан подачи водорода ЭКвод, разрывается цепь вспомогательной дуги и отключается питание осциллятора. Режущая дуга стабилизируется в потоке аргоно-водородной смеси. При резке с использованием азота (переключатель 2ПР в верхнем положении) реле РТ включает клапан ЭКаз и разрывает контакт 2РТ, прекращая подачу аргона.
Если режущую дугу оборвать, то по исчезновении сильного тока в рабочей цепи реле РТ и 2РП отключат вольтметр, прекратят подачу водорода, замкнут цепь вспомогательной дуги и, включив осциллятор, вновь зажгут вспомогательный разряд, подготовив тем самым установку для выполнения последующих резов.
Для отключения установки резчику достаточно вновь нажать кнопку 1КУ (2КУ), и шаговый искатель снимет напряжение с рабочих цепей управления, отключая тем самым осциллятор, красную сигнальную лампу, подачу водорода и главный контактор.
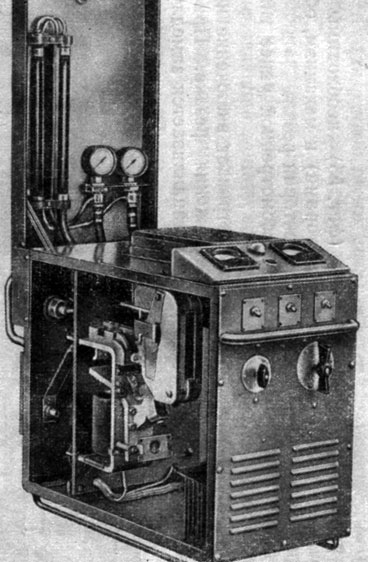
Разработано несколько конструктивных вариантов установки УДР. На фиг. 53 показан общий вид установки УДР-2М в однокорпусном исполнении, предназначенной для резки вручную.

Фиг. 53. Однокорпусная установка УДР-2М для ручной резки
Из числа упрощенных аппаратов этого типа следует отметить установку ЭДР-60 для резки вручную (фиг. 54). Эта установка также смонтирована в одном корпусе и отличается от описанной выше следующими особенностями:
1. Зажигание вспомогательной дуги осуществляется с помощью проводящей вставки, кратковременно вводимой в отверстие наконечника, в связи с чем из схемы исключены осциллятор и все элементы, связанные с его применением.
Фиг. 54. Установка ЭДР-60 для ручной резки
2. Включение и выключение вспомогательной дуги производится ручным переключателем (тумблером), что позволило исключить шаговый искатель.
3. Контактор включен в ветвь рабочей цепи, питающую током разрезаемый металл, а ответвление вспомогательной цепи сделано перед контактором. Это позволяет исключить реле РТ (см. фиг. 52) и включать (режущую дугу вручную произвольно и независимо от того, когда резчик, приближая резак к разрезаемому металлу, коснется его поверхности факелом плазмы.
4. Установка укомплектована ротаметрами, установленными с внутренней стороны верхней откидной крышки шкафа управления.
Примером усовершенствованной аппаратуры, разработанной по типу установки УДР, является электрорезательное устройство УПР-1 (конструкции ВНИИЭСО). Эта установка предназначена для выполнения механизированной резки металла большой толщины и укомплектована специальным источником тока с игнитронным выпрямителем (фиг. 49). Резак имеет жесткое цанговое крепление электрода и водяное охлаждение наконечника. В комплект установки, помимо резака и источника тока, входит шкаф управления, снабженный также ротаметрами для аргона и водорода. Резка на этой установке с использованием азота не предусматривается.
Для работы установки УПР-1 (фиг. 55) необходимы также источники газов (баллоны с редукторами) и механизм, обеспечивающий перемещение резака по траектории резки.
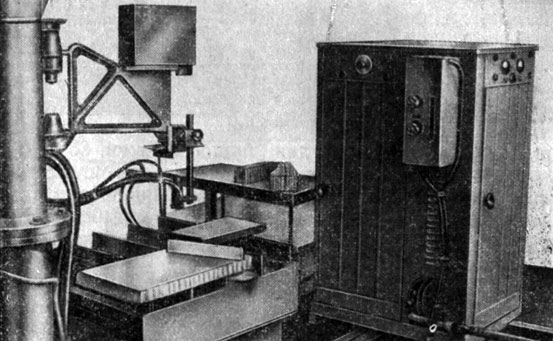
Фиг. 55. Установка УПР-1 с газорезательной машиной АСШ
Установка УПР-1 отличается от рассмотренной ранее типовой аппаратуры УДР следующим:
1. Аппаратура управления предусматривает включение и выключение двигателя механизма передвижения резака. При этом скорость движения до начала резки устанавливается замедленной и автоматически повышается до номинальной величины спустя некоторое время после зажигания режущей дуги. Для этой цели в электрическую схему установки введены регулировочный реостат и реле времени с лампами.
2. Подача водорода в рабочую смесь происходит спустя некоторое время после зажигания режущей дуги с помощью реле времени. При этом резку можно вести только с использованием водорода (без аргона), для чего при настройке установки должен быть выключен тумблер.
Установка УПР-1 обеспечивает автоматический переход от подготовительного режима к рабочему в строгой (последовательности, что благоприятно сказывается при резке металла большой толщины. ВНИИЭСО разработано несколько вариантов подобных установок. На фиг. 55 показана установка УПР-1, укомплектованная стандартной газорезательной машиной АСШ. Один из вариантов установки предусматривает раздельную подачу газов в резак и позволяет производить режу с использованием сжатого воздуха и уменьшенными расходами рабочих газов. Разработана установка УГЭР-Р для ручной резки металла малой толщины (10 - 12 мм) с легким резаком, наконечник которого охлаждается сжатым воздухом.
Рабочая часть электрода в головке этого резака скрыты внутренним наконечником, под который вдувают аргон (фиг. 56, а), обеспечивающий защиту вольфрама от окисления. Полость между внутренним и наружным наконечниками служит для подачи воздуха, который формирует режущую дугу. Принцип раздельной подачи газов реализован и в некоторых других резательных головках (Т-12 ВНИИЭСО, Клайпедского Балтийского завода и др.).
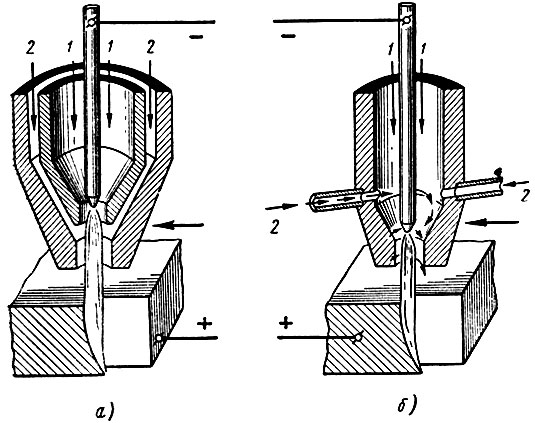
Фиг. 56. Схема стабилизации режущей дуги: а - концентрическая; б - вихревая; 1 - защитный и 2 - рабочий газы
Зарубежная резательная аппаратура также снабжается автоматическими устройствами, обеспечивающими выполнение необходимых при резке операций в строго определенной последовательности. В зарубежных установках, работающих с применением сжатого воздуха, используются электроды из материала, противостоящих окислению. При этом предусматривается стабилизация дуги вихревым газовым потоком, формируемым в сопле с помощью тангенциальных каналов (фиг. 56, б). При этом наиболее плотный холодный газ отбрасывается к стенкам сопла, что способствует уменьшению их износа и повышению рабочего напряжения режущей дуги.
Наряду с многогазовыми установками с автоматическим управлением отечественная промышленность изготовляет также комплекты резательной аппаратуры РДМ (фиг. 57), в которых управление всеми рабочими переходами осуществляется вручную.
Резак в этом комплекте имеет головку с устройством для центровки электрода, выполненным в виде свободно устанавливаемой цанги с шаровой опорой. Формирующий наконечник имеет сменные сопловые вставки (на конус трения), изолирован от корпуса резиновой дырчатой шайбой и снабжен каналами водяного охлаждения сквозным поперечным потоком. Зажигание вспомогательной дуги производится вручную кратковременным замыканием зазора между вольфрамовым стержнем и наконечником с помощью проводящей вставки. Оригинальна конструкция балластного сопротивления, ограничивающего ток вспомогательной дуги, выполненного в виде охлаждаемой нихромовой струны, расположенной в шланге подачи воды.
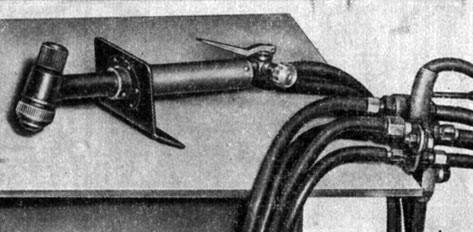
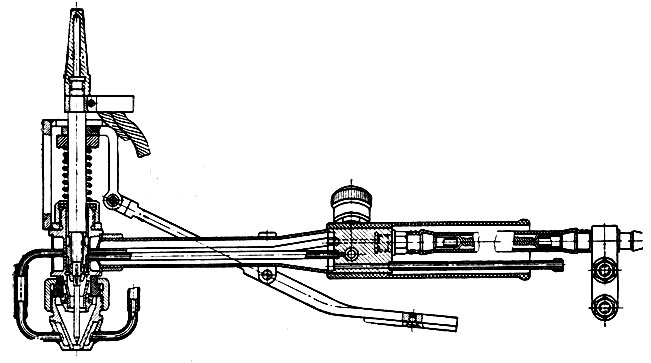
Фиг. 57. Комплект резательной аппаратуры РДМ для ручной резки: слева резак; справа - коллектор
На рукоятке резака смонтирован вентиль для управления подачей аргона и клапан для пуска водорода. Четырехжильным кабельно-шланговым пакетом резак соединен с коллектором, смонтированным на контактной струбцине, которую крепят к обрабатываемому металлу. Коллектор соединяют проводами с источником тока и шлангами - с источниками газов, водопроводом сливной магистралью. Для контроля электрических режимов пользуются измерительными приборами, комплектующими источник тока.
Расход газов можно измерять, пользуясь показаниями манометра рабочего давления на редукторе, так как резак комплекта РДМ снабжен измерительными дюзами.
Работа комплекта состоит в следующем. После включения источника тока, пуска воды и регулирования расхода газа открывают аргоновый вентиль и зажигают вспомогательную дугу. Поднося резак к месту начала реза, возбуждают режущую дугу. Затем, плавно нажимая рычаг водородного клапана, открывают подачу водорода и начинают равномерно перемещать резак по линии реза. По окончании реза перекрывают подачу водорода и отводят резак от металла. При этом режущая дуга обрывается, а вспомогательная зажигается, и резак вновь готов к работе. Вспомогательную дугу при необходимости гасят кратковременным пуском водорода. Комплект РДМ является наиболее простым в мировой технике двухгазовым резательным устройством.
На некоторых предприятиях пользуются адногазовыми резаками с ручным управлением. На фиг. 58 показан резак конструкции В. А. Девяткина, А. М. Иванова и М. М. Попова. Резак оборудован рычажным устройством, позволяющим зажигать режущую дугу непосредственно без предварительного возбуждения вспомогательного разряда. С этой целью резчик нажимает рукоятку рычага. Шток с цангой и укрепленным в ней вольфрамовым электродом опускается вниз. При этом конец электрода выходит из сопла.
Фиг. 58. Одногазовый резак системы В. А. Девяткина, А. М. Иванова и М. М. Попова
После зажигания дуги рукоятку освобождают, а пружина отводит шток с цангой вверх. При этом конец электрода углубляется в сопло на заданное расстояние, дуга стабилизируется потоком плазмы аргона и становится проникающей, что позволяет начать резку.
Описанный резак включается по очень простой электрической схеме и требует комплектовки лишь источником тока, баллоном с аргоном, редуктором и расходомером. Однако при резке в аргоне экономическая эффективность процесса заметно падает, а качество поверхности реза снижается. Вместе с тем, увеличение диаметра формирующего канала, необходимое для обеспечения выхода электрода, влечет за собой снижение режущей активности дуги и уменьшение производительности резки.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'