§ 93. Пайка твердыми припоями
Пайку твердыми припоями применяют для получения прочных и термостойких швов. Пайку твердыми припоями осуществляют, соблюдая следующие основные правила: как и при пайке мягкими припоями, поверхности подгоняют друг к другу припиливанием, тщательно очищают от грязи, окислов и жиров механическим или химическим способом;
подогнанные детали в месте спая покрывают флюсом (рис. 363, а); на место спая накладывают кусочки припоя (медные пластинки) и закрепляют мягкой вязальной проволокой (рис. 363, б);
подготовленные детали (заготовки) нагревают паяльной лампой (рис. 363, в) в кузнечном горне или электропечи;
когда припой расплавится, деталь снимают с огня и держат в таком положении, чтобы припой не мог стекать со шва;
затем деталь медленно охлаждают. Охлаждать детали с напаянной пластинкой в воде нельзя, так как это ослабит прочность соединения. Применяют другой способ пайки: подготовленную деталь (изделие) нагревают и обсыпают бурой, затем нагревают и к месту соединения подводят конец медной или латунной проволоки, которая, расплавляясь, заливает место спая. По мере охлаждения спаянные детали промывают, в воде, протирают сухими тряпками и просушивают; шов зачищают наждачной бумагой или опиливают напильником.
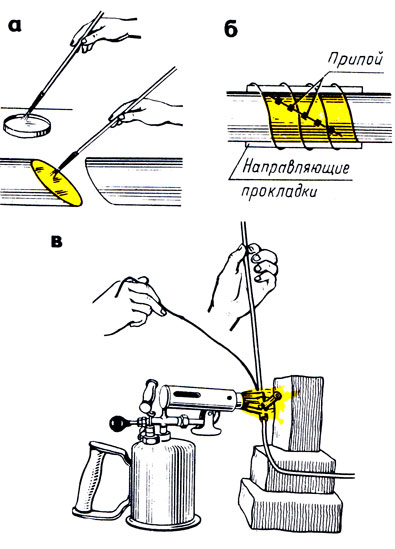
Рис. 363. Пайка паями: а - обмазывание флюсом, б - закрепление припоя, в - нагрев
Дефекты пайки и безопасность труда
Дефекты при пайке, их причины и меры предотвращения следующие:
припой не смачивает поверхность паяемого металла вследствие недостаточной активности флюса, наличия окисной пленки, жира и других загрязнений. Для предотвращения не смачивания в состав флюса добавляют фтористые соли или увеличивают его количество, улучшают обработку деталей, удаляя следы коррозии, жира;
наплывы или натеки припоя вследствие недостаточного прогрева детали, припой не расплавился. Необходимо повысить температуру пайки;
припой (при хорошем смачивании) не затекает в зазор, который мал или велик. Надо подобрать оптимальный зазор;
шероховатая поверхность паяного шва, получаемая при высокой температуре нагрева или длительном нагреве. Необходимо уменьшить температуру или время пайки;
трещины в паяном шве вследствие значительной разницы в коэффициентах теплового, расширения припоя и металла. Необходимо подобрать соответствующий припой;
смещение и перекосы в паяных соединениях из-за плохого скрепления деталей перед пайкой. Необходимо исключить смещение соединяемых деталей при затвердевании припоя.
Безопасность труда при выполнении паяльных работ и лужении. Подготовка металлов и процесс пайки связаны с выделением пыли, вредных паров цветных металлов и солей, которые, попадая в организм человека через дыхательные органы, пищевод или кожу, вызывают раздражение слизистой оболочки глаз, поражение кожи и отравление. Поэтому при пайке и лужении необходимо соблюдать следующие правила:
рабочее место паяльщика должно быть оборудовано местной вентиляцией;
не допускается работа в загазованных помещениях;
после окончания работы и перед принятием пищи тщательно мыть руки мылом;
химикаты засыпать осторожно, малыми порциями, не допуская брызг. Попадание кислоты в глаза может вызвать слепоту, испарения кислот очень вредны;
серную кислоту хранить в стеклянных бутылях с притертыми пробками или плетеных корзинах с мягкой прокладкой;
пользоваться только разведенной кислотой. При разведении кислоту следует вливать в воду тонкой струей, непрерывно помешивая раствор. Запрещается лить воду в кислоту, так как при соединении воды с кислотой происходит сильная химическая реакция с выделением большого количества тепла. Даже при небольшом количестве воды, попадающей в кислоту, вода быстро нагревается и превращается в пар, что может привести к взрыву;
не допускаются ручные операции, при которых возможно непосредственное соприкосновение кожи работающего (промывка, протирка изделий, розлив и др.) с дихлорэтаном (огнеопасная ядовитая жидкость) или содержащими его смесями;
при нагреве паяльника соблюдать общие правила безопасного обращения с источником нагрева;
при работе с паяльными лампами: проверить исправность лампы, горючее наливать в лампу не более 75% емкости; недопустимо доливать или наливать горючее в неостывшую лампу; керосиновую лампу заправлять только керосином; работать электрическим паяльником, ручка которого должна быть сухой и не проводящей тока.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'