§ 92. Лужение
Покрытие поверхности металлических изделий тонким слоем соответствующего назначению изделий сплава (олова, сплава олова со свинцом и др.) называется лужением, а наносимый слой - полудой.
Лужение, как правило, применяют при подготовка деталей к пайке, а также для предохранения изделий от коррозии, окисления.
Лужение - подготовительная операция при заливке подшипников баббитом.
Полуду приготовляют так же, как и припой.
В качестве полуды пользуются оловом и сплавами на оловянной основе.
Сплавами из олова со свинцом и цинком лудят металлические изделия в целях предохранения от ржавчины. Красивую белую и блестящую полуду для лужения художественных изделий получают из сплавов олова с висмутом (90-10%).
Процесс лужения состоит из подготовки поверхности, приготовления полуды и ее нанесения на поверхность.
Подготовка поверхности к лужению зависит от требований, предъявляемых к изделиям, и от способа нанесения полуды. Перед покрытием оловом поверхность обрабатывают щетками, шлифованием и обезжириванием, травлением.
Щетками обрабатывают обычно поверхности, покрытые окалиной или сильно загрязненные. Изделия перед подготовкой промывают чистой водой, а при обработке применяют для ускорения процесса мелкий песок, пемзу и известь.
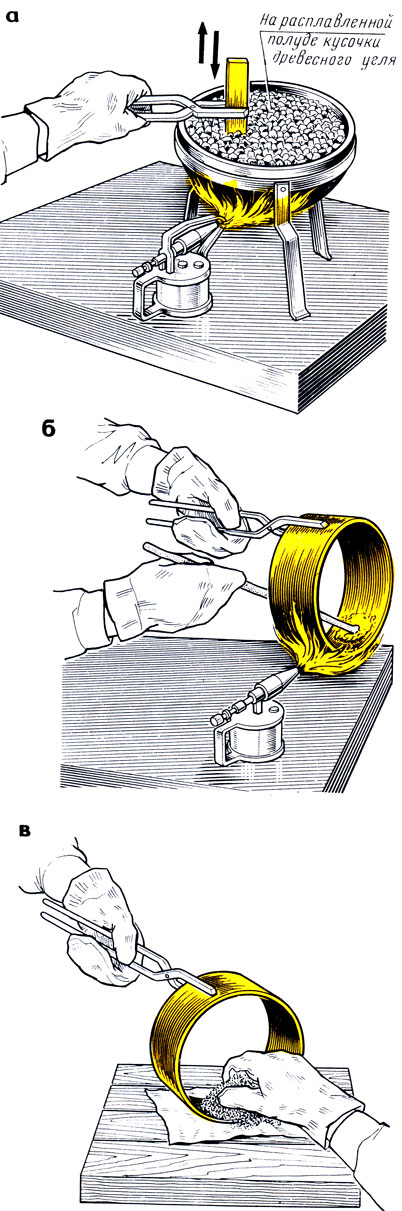
Рис. 362. Лужение деталей: а - погружение в ванну с оловом, б - нагрев деталей для облуживания, в - облуживание растиранием олова
Неровности на изделиях удаляют шлифованием абразивными кругами и шкурками.
Химическое обезжиривание поверхностей изделий производится в водном растворе каустической соды (на 1 л воды - 10 г соды). Раствор наливают в металлическую посуду и нагревают до кипения. Затем в нагретый раствор погружают деталь на 10 - 15 мин, вынимают ее, промывают в чистой, несколько раз сменяемой теплой воде и просушивают. На хорошо обезжиренной поверхности капли чистой воды растекаются.
Жировые вещества удаляют венской известью. Минеральные масла удаляют бензином, керосином и другими растворителями. Медные, латунные и стальные изделия травят в течение 20 - 23 мин в 20 - 30%-ном растворе серной кислоты с подогревом.
Лужение осуществляют двумя способами: погружением в полуду (небольшие изделия) и растиранием (большие изделия).
Лужение погружением выполняют в чистой металлической посуде, куда закладывают и в которой расплавляют полуду, насыпая на поверхность маленькие кусочки древесного угля для предохранения от окисления. Медленно погрузив в расплавленную полуду (рис. 362, а), изделие держат в ней до прогрева, затем вынимают, быстро встряхивая. Излишки полуды снимают, протирая паклей, обсыпанной порошкообразным нашатырем. Затем изделие промывают в воде и сушат в древесных опилках.
Лужение растиранием выполняют, предварительно нанеся на очищенное место волосяной щеткой или паклей хлористый цинк. Затем равномерно нагревают поверхность изделия. до температуры плавления полуды, которая наносится от прутка (рис. 362, б). Обсыпав паклю порошкообразным нашатырем, растирают паклей нагретую поверхность так, чтобы на ней полуда распределилась равномерно (рис. 362, в). После этого
нагревают и в таком же порядке облуживают другие места. По окончании лужения охладившееся изделие протирают смоченным песком, промывают водой и сушат.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'