§ 91. Пайка мягкими припоями
Пайка мягкими припоями делится на кислотную и бескислотную. При кислотной пайке в качестве флюса употребляют хлористый цинк или техническую соляную кислоту, при бескислотной пайке - флюсы, не содержащие кислот: канифоль, терпентин, стеарин, паяльную пасту и др. Бескислотной пайкой получают чистый шов; после кислотной пайки не исключена возможность появления коррозии.
Пайка мягкими припоями включает подготовку изделий к пайке, подготовку паяльника, расплавление припоя, охлаждение и очистку шва.
Подготовка изделий к пайке. Прочное паяное соединение может быть получено только в том случае, если место пайки предварительно очищено от грязи, жиров, продуктов коррозии и окисных пленок, которые сильно мешают растеканию припоя и его проникновению в шов. Поверхность изделий перед пайкой зачищают, обезжиривают, травят, промывают, сушат и собирают.
Механическую очистку поверхности изделий от окислов, ржавчины и окалины выполняют наждачной бумагой, напильниками, металлическими щетками, шлифовальными кругами, стальной или чугунной дробью.
Химическое обезжиривание в щелочных ваннах является наиболее простым и эффективным способом; заключается оно в обработке изделий в тонко размолотой венской извести, разведенной водой до кашицеобразного состояния, которую кистью наносят на изделие, тщательно протирают и смывают водой.
Обезжиривание в органических растворителях применяют для удаления толстого слоя масла с изделий со сложными поверхностями, с внутренними полостями и глубокими отверстиями. Для этого применяют ацетон, бензол, скипидар, бензин, метиловый, этиловый спирт и др.
Химическое травление применяют в тех случаях, когда имеющиеся на поверхности изделия пленки окислов и других соединений обезжириванием не удаляются и препятствуют образованию прочного соединения припоя с паяемым металлом. Травление осуществляют погружением изделий в растворы серной, соляной, фосфорной и других кислот.
Очистка с помощью ультразвука резко сокращает процесс очистки деталей от жировых загрязнений. Этот способ применяют в случаях, когда другие способы не обеспечивают нужную чистоту поверхности. В ультразвуковых ваннах в качестве очищающей среды используют органические растворители, щелочные растворы, горячую воду, мыльный раствор и др.
Подготовка паяльника заключается прежде всего в заправке его под углом 30 - 40° и очищении от следов окалины. Затем обушок паяльника нагревают, следя, чтобы его рабочая часть находилась в не коптящей зоне пламени и нагрев осуществлялся до определенных температур: до 250 - 300°С при пайке мелких деталей и до температуры 340 - 400°С при пайке крупных. Следят, чтобы паяльник не перегрелся. Перегрев паяльника выше 500°С повышает окалино-образование и затрудняет лужение наконечника. Если паяльник недостаточно нагрет, то припой на спаиваемых поверхностях быстро остывает и превращается в кашеобразную массу. Такая пайка очень непрочна.
Признаком перегрева является появление зеленоватого пламени и быстрое сгорание канифоли с выделением дыма вместо ее плавления. О нормальном нагреве паяльника судят по легкому покраснению обушка. При перегреве паяльник снимают с огня, дают ему немного остыть, зажимают в тисках и опиливают плоским напильником рабочий конец дочиста с обеих сторон и снимают с ребер заусенцы (рис. 359, а). Во время длительной пайки периодически очищают рабочую часть паяльника от окалины стальной щеткой и напильником.
Нагретый паяльник (рис. 359, б) быстро снимают с огня, очищают от окалины погруженным в хлористый цинк (рис. 359, в), затем набирают с прутка 1-2 капли припоя (рис. 359, г) и двигают паяльником по куску нашатыря (рис. 359, л), пока конец паяльника не покроется ровным слоем припоя. Затем протравливают места пайки (рис. 359, е).
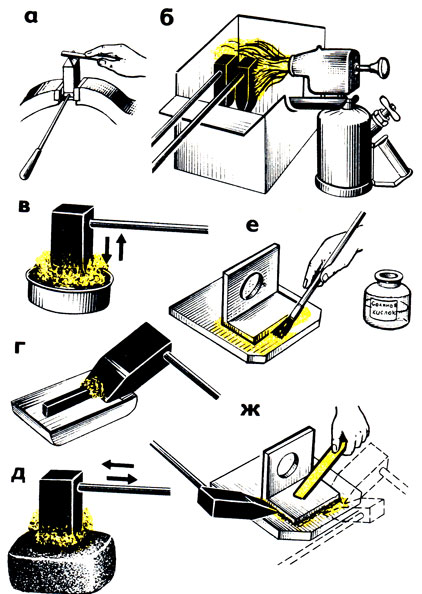
Рис. 359. Техника паяния мягкими припоями: а - заправка паяльника, б - нагрев обушка, в - очистка от окалины хлористым цинком, г - захват припоя, д - обпуживание на кусковом нашатыре, е - протравливание места паяния, ж - нанесение припоя
Паяльник накладывают на место спая (рис. 359, ж), немного придерживая его на одном месте для прогрева детали, затем медленно и равномерно перемещают по месту спая. При этом расплавленный припой стекает с паяльника и заполняет зазоры шва (0,05-0,15 мм).
Для предохранения соседних со швом участков детали от нагрева их покрывают мокрыми тряпками или погружают в воду. После охлаждения паяный шов очищают, промывают, протирают сухой ветошью.
Нагретый паяльник нельзя класть на стол или верстак: он быстро отдаст тепло и загрязнится. Паяльник кладут на подставку (рис. 360). Рабочее место паяльщика показано на рис. 360, а, б.
При массовом изготовлении деталей пайку осуществляют погружением в ванну с расплавленным припоем.
Прием пайки встык показан на рис. 361, а, внахлестку - на рис. 361, б, тонкой пластины с толстой внахлестку - на рис. 361, в, внутренних швов труб - на рис. 361, г и толстых проводов - на рис. 361, д.
Особенности пайки сосудов для хранения горючих жидкостей. Пайка сосудов (бочек, бидонов) для горючих жидкостей или газов во избежание взрыва требует особых мер предосторожности.
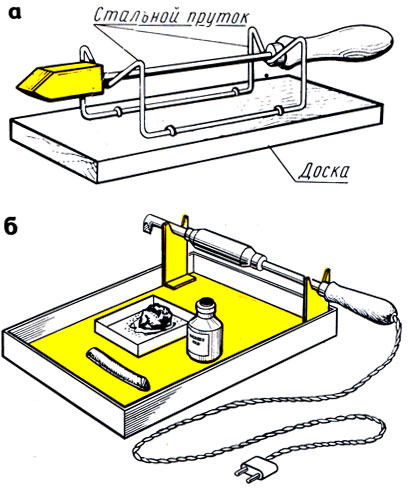
Рис. 360. Паяльник на подставке (о), рабочее место паяльщика (б)
Прежде всего сосуды тщательно промывают. Перед пайкой их доверху наполняют водой и выдерживают некоторое время, чтобы пары остатков горючего вытеснились полностью. Слив воду, приступают к пайке.
Перед пайкой можно также бак пропарить или промыть горячей водой до исчезновения запаха горючего(лучше промыть 6%-ным раствором каустической соды). Не промытый сосуд к рабочему месту подносить нельзя, так как при работающей паяльной лампе малейшая неосторожность может повлечь за собой взрыв сосуда.
Когда пайка закончена и изделие полностью охладилось, со шва снимают излишек припоя, изделие промывают и высушивают в сушилке сухими опилками или сжатым воздухом.
Пайку труб выполняют в следующем порядке: очищают напильником или шабером место пайки, наносят кисточкой флюс на место спая, прикладывают нагретый и облуженный паяльник и пруток припоя к месту спая, расплавляют припой, равномерно и медленно непрерывно перемещают паяльник по линии шва, давая припою заполнить шов. После окончания пайки и полного остывания трубы удаляют флюс, промывают трубу в теплой воде.
Особенности пайки некоторых металлов и сплавов
Низно-углеродистые стали хорошо подвергаются пайке как мягкими, так и твердыми припоями. В качестве мягких припоев применяют оловянно-свинцовистые припои, а в качестве флюса - хлористый цинк или канифоль.
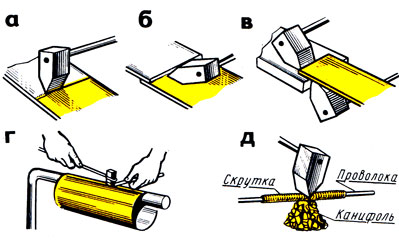
Рис. 361. Приемы пайки: а - стыкового шва, б - нахпесточного шва, в - тонкой пластины с толстой нахлесточным швом, г - трубы, д - толстых проводов
Высоко-углеродистые и инструментальные стали можно паять медно-цинковыми и серебряными припоями.
Пайку чугунных деталей выполняют латунями и серебряными припоями. Перед пайкой детали очищают от окислов, масла и обрабатываемую поверхность зачищают механическим способом. Затем в месте спая кислородно-ацетиленовым пламенем с избытком кислорода выжигают свободный графит, детали прогревают и очищают от окислов и покрывают бурой. Нагревание можно производить паяльной лампой, не допуская нагрева детали выше 900°С.
После окончания пайки чугунные детали отжигают: нагревают до температуры
700 -750° С, выдерживают при этой температуре в течение 20 - 25 мин, затем охлаждают на воздухе. Доброкачественный шов получается в том случае, когда поверхности спаиваемых деталей до пайки покрывают медью.
Пайка нержавеющих сталей сопряжена с некоторыми трудностями, так как вследствие химического воздействия кислорода на легирующие элементы при нагреве происходит окисление поверхности стали. В целях удаления окислов и дальнейшего предупреждения их образования применяют различные флюсы (например, буру). Нержавеющие стали паяют припоем ПСр45.
Медь и ее сплавы хорошо появляются всеми способами.
Пайка алюминия является весьма трудной операцией. Это связано с тем, что алюминий очень быстро окисляется на воздухе, покрываясь очень тонкой пленкой окиси, которая трудно поддается пайке.
Окисную пленку удаляют в процессе пайки механическим, химическим или ультразвуковым способом. Перед пайкой поверхность изделия обезжиривают в бензине или горячем 10%-ном растворе каустической соды и протравливают в растворе кислоты или зачищают. При механическом способе удаления окислов место шва нагревают до температуры плавления припоя, наносят расплавленный припой (цинк, олово или их сплавы) и шабером, щеткой под слоем припоя разрушают окисную пленку. Припой смачивает поверхность алюминия и образует после охлаждения шов.
Лучшие результаты пайки алюминия дает применение ультразвуковых паяльников, которые создают в расплавленном припое колебания ультразвуковой частоты (от 20 кГц до 1 ГГц), частички припоя увлекаются, ударяют о поверхность алюминия и разрушают окисную пленку. Для ультразвуковой пайки применяют припой на цинковой или оловянной основе с добавлением цинка, кадмия и алюминия.
При химическом способе окисная пленка разрушается активными флюсами. В качестве флюса применяют смесь из 10% фтористого натрия, 8% хлористого цинка, 32% хлористого лития и 50% хлористого калия. Место пайки и пруток припоя подогревают до температуры 300 - 400° С. Припой погружают в порошкообразный флюс, а место пайки дополнительно подогревают до температуры, несколько большей температуры плавления припоя. Проводя припоем с нажимом и быстро по подогреваемому шву, флюсом удаляют окисную пленку. Припой плавится и заполняет шов. Для удаления остатков флюса изделие после пайки промывают.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'