§ 90. Инструменты для пайки Виды паяных соединений
Основным инструментом для выполнения пайки является паяльник. По способу нагрева паяльники разделяют на три группы: периодического подогрева, с непрерывным подогревом газом или жидким топливом и электрические.
Особую группу составляют паяльники специального назначения: ультразвуковые с генератором ультразвуковой частоты (УП-21); с дуговым обогревом; с вибрирующими устройствами и др.
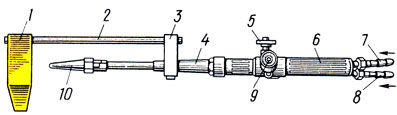
Рис. 355. Газовый паяльник: 1 - паяльник, 2 - стержень, 3 - хомутик, 4 - ацетилено-кислородная горелка, 5,9 - вентили, 6 - рукоятка, 7,8 - ниппели под шланги для кислорода и ацетилена, 10 - сопло
Независимо от способа нагрева и конструкции основное назначение паяльника состоит в следующем: нагрев припоя до расплавления, накапливание расплавленного припоя и нанесение его на соединение, прогрев металла по месту пайки и удаление излишков расплавленного припоя.
Паяльники периодического подогрева подразделяют на угловые (молотковые) (рис. 354, а) и прямые (торцовые) (рис. 354, 6). Первые применяют наиболее широко. Прямые паяльники используют для пайки в труднодоступных местах. Паяльник представляет собой определенной формы кусок красной меди 3, закрепленной на железном стержне 2 с деревянной рукояткой 7 на конце.
К паяльникам непрерывного подогрева относят газовые и бензиновые.
Газовый паяльник (рис. 355) имеет ацетилено-кислородную горелку 4, к которой на стержне 2 прикреплен при помощи хомутика 3 обычный паяльник 7 из красной меди. Ниппели 7, В под шланги прикреплены к рукоятке 6. Кислород и ацетилен подаются по шлангам ниппелей 7 и 8. Подача в горелку ацетилено-кислородной смеси регулируется при помощи вентилей 5 и 9. Ацетиленокислородную смесь на выходе из сопла 10 горелки зажигают, образовавшееся пламя осуществляет нагрев рабочей части паяльника.
Бензиновый паяльник представляет собой соединение рабочей головки паяльника 7 (рис. 356) с бензиновой горелкой 2, пламя которой непрерывно подогревает паяльник, рукоятка 3 является одновременно резервуаром для бензина. Резервуар наполняют не полностью, оставляя небольшое свободное пространство. После заполнения резервуара бензином крепко завертывают вентиль на конце рукоятки. Категорически запрещается заполнять бензином резервуар вблизи огня.
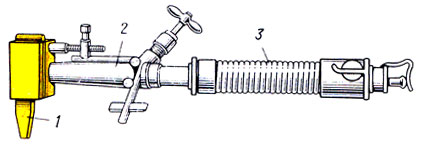
Рис. 356. Бензиновый паяльник: 1 - паяльник, 2 - бензиновая горелка, 3 - рукоятка
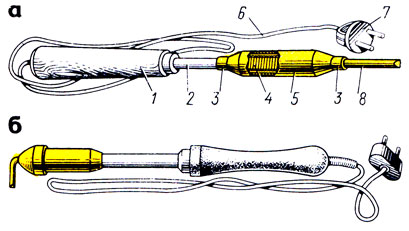
Рис. 357. Электрические паяльники: а - прямой, б - угловой; 1 - рукоятка, 2 - стальная пробка, 3 - хомутики, 4 - нагревательный элемент, 5 - накладные боковины, 6 - шнур, 7 - штепсельная вилка, 8 - медный стержень
Электрические паяльники применяют широко, так как они просты по устройству и удобны в обращении. При их работе не образуются вредные газы, разъедающие полуду на медном стержне, и нагрев спаиваемых мест осуществляется равномерно при постоянной температуре, что значительно повышает качество пайки. Такие паяльники нагревают быстро (2 - 8 мин).
Электрические паяльники делят на прямые (рис. 357, а) и угловые (рис. 357, 6).
Паяльники электрические, предназначенные для пайки оловянно-свинцовыми припоями, изготовляют: ПЦН-10, ПЦН-16, ПЦН-25, ПЦН- 40, ПЦН-65, ПЦН-100, ПЦН-160, ПЦН-250, где буква П показывает "паяльник электрический", "Ц" - несменный паяльный стержень, цифры - номинальную мощность в ваттах, Н - непрерывный режим нагрева, форсированный режим нагрева обозначается буквой ф. Например, паяльник ПЦН-10 обозначает: электрический паяльник непрерывного режима нагрева с несменным паяльным стержнем номинальной мощностью 10 Вт.
Виды паяных соединений. В зависимости от предъявляемых к спаиваемым изделиям
требований паяные швы разделяют на три группы:
прочные, обладающие определенной механической прочностью, но - не обязательно герметичностью;
плотные, т. е. сплошные герметичные швы, не допускающие проникновения какого-либо вещества;
плотно-прочные швы, которые обладают и прочностью и герметичностью.
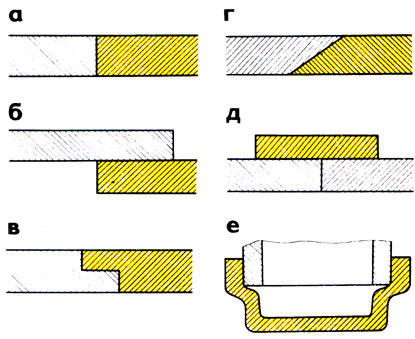
Рис. 358. Паяные швы: а - стыковой, б - нахлесточный, в - ступенчатый, г - с косым срезом, д - стыковой с накладкой, е - герметичный
Соединяемые детали должны хорошо подгоняться одна к другой.
Виды паяных швов показаны на рис. 358, а - е.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'