§ 94. Клеевые соединения
Клеевое соединение - неразъемное соединение деталей машин, строительных конструкций и других изделий с помощью клеев.
Соединение материалов склеиванием находит все более широкое применение. Соединения, полученные склеиванием, обладают достаточной герметичностью, водо-масло-стойкостью, высокой стойкостью к вибрационным и ударным нагрузкам. Склеивание во многих случаях может заменить пайку, клепку, сварку, посадку с натягом.
К недостаткам клеевых соединений относятся: незначительная тепловая стойкость
(при температуре выше +90°С прочность их резко снижается), склонность к ползучести при длительном воздействии больших статических нагрузок, длительные сроки сушки, необходимость нагрева для получения стойких и герметичных соединений, низкая прочность на сдвиг и др.
Надежное соединение деталей малой толщины, как правило, возможно только склеиванием.
Клеевые соединения осуществляют различными способами. Чаще всего применяется соединение внахлестку и в стык с помощью планки, втулки и т. п.
Наиболее распространенные клеевые соединения показаны на рис. 364, а - в.
Существуют различные виды клеев. Наиболее известен клей БФ, выпускаемый под марками Бф-2, Бф-4, Бф-6 и др.
Универсальный клей Бф-2 применяют для склеивания металлов, стекла, фарфора, бакелита, текстолита и других материалов. Механическая прочность сохраняется при нагреве до температуры не более 80°С. Этот клей применяют для заделки трещин в неответственных местах чугунных корпусов, для упрочнения неподвижных сопряжений, для крепления накладок на дисках муфт сцепления и др.
Клей БФ-2 бензо- и маслостоек, является хорошим диэлектриком, защищает склеенные поверхности от коррозии. Хранят в закупоренной посуде, берегут от попадания воды. Огнеопасен.
Клей БФ-2 в жидком виде наносят на подготовленные поверхности соединяемых деталей возможно более тонким слоем. Затем получившаяся пленка клея сушится "до отлипа", при температуре 20 -60°С в течение 50 - 60 мин. Наносится второй слой, вновь сушится, затем наносится третий слой и склеиваемые детали соединяют и сушат при температуре 140 - 150°С в течение 30 - 60 мин при давлении 10 - 20 кгс/см2 .
Клеи Бф-4 и БФ-6 применяют для получения эластичного шва (на деталях из тканей, резины, фетра). Они имеют небольшую прочность по сравнению с другими клеями.
Клей ВС-ЮТ применяется для склеивания деталей, длительное время работающих при температуре до 300°С. Он обладает высокой прочностью и стойкостью. На склеенное этим клеем место не действуют керосин, смазочные масла, вода. Часто этим клеем закрепляют накладки к тормозным колодкам автомобилей.
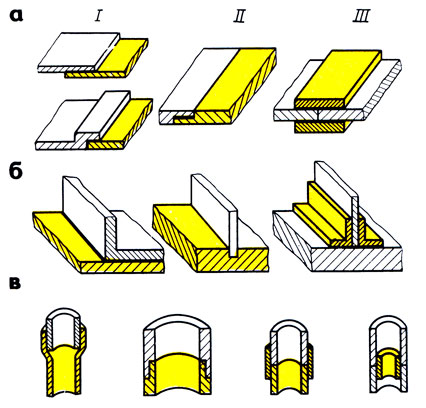
Рис. 364. Рекомендуемые конструктивные формы клеевых соединений: а - плоскостные, б - тавровые, в - цилиндрические; I - нахлесточные соединения, II - врезные (шпунтовые), III - стыковые
Клей ВС-ЮТ выпускается в готовом для употребления виде. Хранят его в герметичной посуде в темном помещении в течение 6 месяцев (сохраняет клеящие свойства).
Клей ВС-ЮТ наносится в жидком виде в 1 - 2 слоя. После нанесения первого слоя сушка при нормальной температуре в течение часа, а затем наносится второй слой: детали соединяют и сушат при температуре 140-180°С в течение 1-2 ч при давлении 0,5 - 2,0 кгс/см2.
Карбинольный клей может быть в жидком или пастообразном состоянии (с наполнителем). Основа этого клея - сироп карбинольный, к которому добавляют перекись бензола. Клей пригоден для соединения стали, чугуна, алюминия, фарфора, эбонита и пластмасс; обеспечивает прочность склеивания только при использовании его в течение 3 - 5 ч после приготовления. Механическая прочность швов, выполненных карбинольным клеем, сохраняется при температуре до 60°С.
Детали, склеенные карбинолом, сушат на воздухе в течение одних суток. Карбинольный клей бензо- и маслостоек, не поддается воздействию кислот и щелочей, воды, спирта и ацетона. Применяют для склеивания деталей карбюраторов, аккумуляторных банок и других работ.
Пастообразный карбинольный клей применяют преимущественно для склеивания мрамора, фарфора, пористых материалов, для заделки трещин, отверстий и т. д. Недостатком этих клеевых соединений является низкая стойкость против высокой температуры.
Бакелитовый лак - раствор смол в этиловом спирте. Детали, склеенные бакелитовым лаком, сушат при температуре 140 -160°С. Хранят бакелитовый лак в закрытой посуде при температуре не свыше 30°С в темном месте. Применяют для наклейки накладок на диски муфт сцепления.
Пластмассовые и стеклянные детали склеивают карбинольным клеем и бакелитовым лаком.
Эпоксидные клеи устраняют необходимость тепловой обработки склеиваемых деталей; применяют эпоксидные клеевые составы, затвердевающие при температуре 18 - 20°С. Для приготовления этих составов в эпоксидные смолы (ЭД-5, ЭД-6, ЭД-40) добавляют отвердитель - полиэтилен-полиамин (примерно 10 весовых частей на 100 весовых частей эпоксидной смолы), дибутилфталат (10-15 весовых частей на 100 весовых частей эпоксидной смолы) и наполнитель, в качестве которого используют алюминиевую или бронзовую пудру, стальной или чугунный порошок, портландцемент, сажу, стекловолокно и т. д. Наполнители увеличивают вязкость эпоксидного состава и повышают прочность клеевого шва.
Термостойкие клеи. Применяют для склеивания деталей из различных металлов, работающих в условиях высоких температур и вибраций. Клей ВК-32-200 применяют для склеивания из металлов и неметаллических материалов деталей, работающих непрерывно до 300 ч при 200° С и до 20 ч при 300°С. Клей наносят в два слоя. После нанесения первого слоя выдерживают 15 - 20 мин при 20°С, после нанесения второго слоя - 15 - 20 мин при 20°С и 90 мин при 65°С.
Материалы, соединяемые клеем ВК-32-200, могут работать в интервале температур от 60 до 120°С. Клей стоек против бензина, минерального масла и воды. В течение четырех месяцев материалы, соединенные этим клеем, могут работать в условиях, близких к тропическим (при влажности 90% и температуре 50°С), без заметных снижений прочности соединения.
Термостойкие клеи на основе кремнийорганических смол предназначены для склеивания металлических и неметаллических материалов. Клей ИП-9 применяют при склеивании металлов и неметаллов. Этот клей образует швы небольшой прочности, но обеспечивает высокую термостойкость, водостойкость и герметичность.
Клеем ИПЭ-9 соединяют металлы, керамику, резину и другие материалы. Соединения очень прочны при температуре 300°С.
Клей БфК-9 применяют для соединения металлов с неметаллами, обладает высокой термостойкостью. Клей наносят на обе поверхности тонким слоем и просушивают в течение одного часа при температуре 20°С и 15 мин при температуре 60°С. Затем наносят второй слой и просушивают в течение того же времени.
Технологический процесс клеевого соединения деталей независимо от конструкции его, разнообразия склеиваемых материалов и марок клеев состоит из следующих этапов: подготовка поверхностей к склеиванию - взаимная подгонка, очистка от пыли и жира и придание необходимой шероховатости; нанесение клея кистью, шпателем, пульверизатором; выдержка после нанесения клея, время выдержки в зависимости от сортов клея и материала склеиваемых деталей колеблется от 5 мин до 30 ч и выше; затвердевание клея (используют печи с обогревом газами, горелка, установки с электронагревателями, установки т. в. ч. и др.); температурный режим колеблется от 25 до 250°С и выше; контроль качества клеевых соединений (ультразвуковые установки, через лупу, контроль подготовленных образцов).
Основной дефект, который часто имеет место при склеивании, так называемый "непроклей" (участки, на которых не осуществилось соединение склеиванием).
Причины непрочности клеевых соединений: плохая очистка склеиваемых поверхностей; неравномерное нанесение слоя на склеиваемые поверхности, отдельные участки поверхности клеем не смазаны или смазаны густо;
затвердевание нанесенного на поверхности клея до их соединения;
недостаточное давление на соединяемые части склеиваемых деталей;
неправильный температурный режим и недостаточное время сушки соединенных частей.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'