Глава XVI. Распиливание и припасовка
§ 82. Распиливание
Распиливанием называется обработка отверстий с целью придания им нужной формы. Обработка круглых отверстий производится круглыми и полукруглыми напильниками; трехгранных отверстий - трехгранными, ножовочными и ромбическими напильниками; квадратных - квадратными напильниками.
Подготовка к распиливанию начинается с разметки и накернивания разметочных рисок, затем сверлят отверстия по разметочным рискам и вырубают проймы, образованные высверливанием. Наилучшей получается разметка на металлической поверхности, отшлифованной наждачной бумагой.
Под распиливание сверлят одно отверстие, когда пройма небольшая; в больших проймах сверлят два или несколько отверстий в целях оставления наименьшего припуска на распиливание. Большие перемычки трудно удалить из просверленной проймы, однако нельзя располагать отверстия и слишком близко во избежание сдваивания, что может привести к поломке сверла.
Распиливание в заготовке воротка квадратного отверстия. Вначале размечают квадрат, а в нем - отверстие (рис. 334, а), затем
просверливают отверстие сверлом, диаметр которого на 0,5 мм меньше стороны квадрата. В просверленном отверстии пропиливают четыре угла квадратным напильником, не доходя 0,5 -0,7 мм до разметочных рисок, после чего распиливают отверстие до разметочных рисок в такой последовательности: вначале пропиливают стороны 7 и 3, затем 2 и 4 и производят подгонку отверстия по метчику так, чтобы он входил в отверстие только на глубину 2 - 3 мм.
Дальнейшую обработку сторон (рис. 334,6) производят до тех пор, пока квадратная головка легко, но плотно не войдет в отверстие.
Распиливание в заготовке трехгранного отверстия. Размечают контур треугольника, а в нем - отверстие и сверлят его сверлом, не касаясь разметочных рисок треугольника (рис. 335,а,б). Затем в круглом отверстии пропиливают три угла и последовательно распиливают стороны 7,2 и 3, не доходя 0,5 мм до разметочной риски, после чего подгоняют стороны треугольника (рис. 335,в).
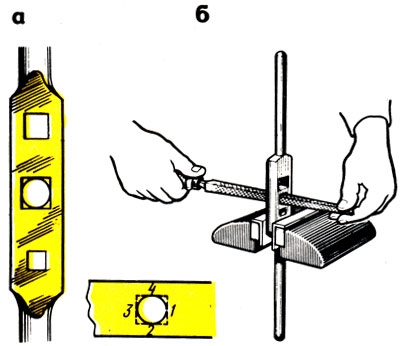
Рис. 334. Распиливание квадратного отверстия: а - разметка, б - прием распиливания
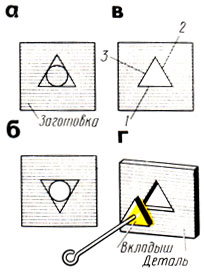
Рис. 335. Распиливание трехгранного отверстия: а - разметка, б - высверленное отверстие, в - порядок распиливания, г - проверка вкладышем
При работе трехгранным напильником стремятся избежать поднутрения сторон, опиливают строго прямолинейно. Точность обработки проверяют вкладышем (рис. 335,г).
При подгонке следует следить за тем, чтобы вкладыш входил в распиливаемое отверстие свободно, без перекоса и плотно. Зазор между сторонами треугольника и вкладышем при проверке щупом должен быть не более 0,05 мм.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'