§ 83. Пригонка и припасовка
Пригонкой называется обработка одной детали по другой с тем, чтобы выполнить соединение. Для пригонки необходимо, чтобы одна из деталей была совершенно готовой, по ней ведут пригонку. Пригонка широко применяется при ремонтных работах, а также при сборке единичных изделий.
Пригонка напильником является одной из труднейших в работе слесаря, так как обрабатывать приходится в труднодоступных местах. Целесообразно эту операцию выполнять борнапильниками, шлифовальными борголовками, применяя опиловочно-зачистные станки.
При подгонке вкладыша по готовому отверстию работа сводится к обычному опиливанию. При пригонке по большому числу поверхностей сначала обрабатывают две сопряженные базовые стороны, затем подгоняют две остальные до получения нужного сопряжения. Детали должны входить одна в другую без качки, свободно. Если изделие на просвет не проглядывается, ведут припиливание по краске.
Иногда на подгоняемых поверхностях и без краски можно различить следы от трения одной поверхности по другой. Следы, имеющие вид блестящих пятен ("светлячки"), показывают, что данное место мешает движению одной детали по другой. Эти места (выступы) удаляют, добиваясь или отсутствия блеска, или равномерного блеска по всей поверхности.
При любых пригоночных работах нельзя оставлять острых ребер и заусенцев на деталях, их нужно сглаживать личным напильником. Насколько хорошо сглажено ребро, можно определить, проведя по нему пальцем.
Припасовкой называется точная взаимная пригонка деталей, соединяющихся без зазоров при любых перекантовках. Припасовка отличается высокой точностью обработки, что необходимо для беззазорного сопряжения деталей (световая щель более 0,002 мм просматривается).
Припасовывают как замкнутые, так и полузамкнутые контуры. Из двух припасовываемых деталей отверстие принято называть проймой, а деталь, входящую в пройму, - вкладышем.
Проймы бывают открытыми (рис. 336) и замкнутыми (см. рис. 335). Выполняется припасовка напильниками с мелкой и очень мелкой насечкой - № 2, 3, 4 и 5, а также абразивными порошками и пастами.
При изготовлении и припасовке шаблонов с полукруглыми наружным и внутренним контурами вначале изготовляют деталь с внутренним контуром - пройму (1-я операция) (рис. 336,а). К обработанной пройме подгоняют (припасовывают) вкладыш (рис. 336,6) (2-я операция).
При обработке проймы сначала точно опиливают широкие плоскости как базовые поверхности, затем начерно ребра (узкие грани) 1,2,3 и 4, после чего размечают циркулем полуокружность, вырезают ее ножовкой (как показано штрихом на рисунке); производят точное опиливание полукруглой выемки (рис. 336,в) и проверяют точность обработки вкладышем, а также на симметричность по отношению к оси при помощи штангенциркуля.
При обработке вкладыша сначала опиливают широкие поверхности, а потом ребра 1, 2 и 3. Далее размечают и вырезают ножовкой углы. После этого производят точное опиливание и припасовку ребер 5 и 6. Затем выполняется точное опиливание и припасовка вкладыша к пройме. Точность припасовки считается достаточной, если вкладыш входит в пройму без перекоса, качки и просветов (рис. 336,г).
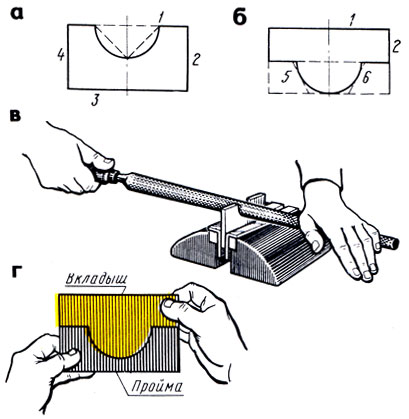
Рис. 336. Припасовка: а - разметка, б - подгонка, в - подпиливание, г - проверка вкладышем
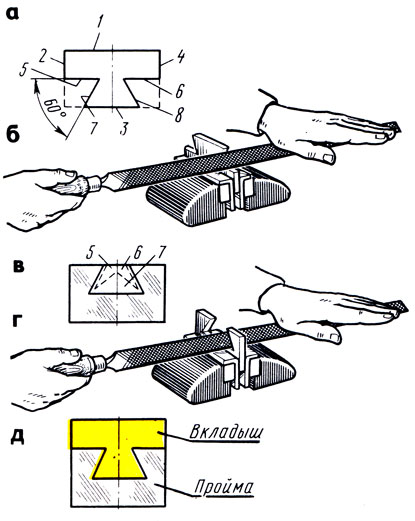
Рис. 337. Припасовка косоугольных вкладышей: а - схема разметки наружных углов, б - опиливание наружной поверхности, в - схема разметки внутренних углов, г - опиливание внутренних углов, д - проверка вкладышем
При изготовлении и припасовке косоугольных вкладышей и пройм типа "ласточкин хвост" (рис. 337,з, 6) сначала обрабатываю-*- вкладыш (обработка и проверка его проще). Обработку ведут в следующем порядке (рис. 337,6). Вначале точно опиливают широкие плоскости как базовые поверхности, затем все четыре узких грани (ребра) 1, 2, 3 и 4. Далее размечают острые углы (рис. 337,в), вырезают их ножовкой и точно опиливают. Сначала опиливают ребра 5 и 6 (рис. 337,в,г) в плоскости, параллельной ребру 7, затем ребрам 7 и 8 (рис. 337,а) по линейке и под углом 60° к ребру 4. Острый угол (60°) измеряют угловым шаблоном.
Пройма обрабатывается в следующем порядке. Вначале точно опиливают широкие плоскости, после чего опиливают все четыре ребра.
Далее производится разметка, вырезка ножовкой паза (на рис. 337,в показано штрихом) и опиливание ребер 5, 6 и 7. Сначала ширина паза делается меньше требуемой на 0,05 - 0,1 мм при сохранении строгой симметричности боковых ребер паза по отношению к оси проймы, глубина паза выполняется сразу точной по размеру. Затем при припасовке вкладыша и проймы ширина паза получает точный размер по форме выступа вкладыша. Точность припасовки считается достаточной, если вкладыш входит в пройму туго от руки, без просветов, качки и перекосов (рис. 337, д).
Ручное распиливание, пригонка и припасовка - очень трудоемкие операции. В современных условиях эти операции выполняют с использованием металлорежущего оборудования общего и специального назначения, при котором роль слесаря сводится к управлению машинами и контролю размеров.
Криволинейные и фасонные детали обрабатывают на шлифовальных станках специальными профилированными абразивными кругами. Широкое применение также находят электроискровые, химические и другие методы обработки, исключающие дополнительную отделку вручную.
Однако при выполнении слесарно-сборочных, ремонтных работ, а также при окончательной обработке деталей, полученных штамповкой, выполнять эти работы приходится вручную.
Применением специальных инструментов и приспособлений добиваются повышения производительности распиливания и припасовки. К числу таких инструментов и приспособлений относятся ручные напильники со сменными пластинками и напильники из проволоки, покрытые алмазной крошкой, опиловочные призмы, опиловочные наметки и т. д.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'