§ 48. Крепление сверл
Крепление сверл, разверток, зенкеров и зенковок на сверлильных станках в зависимости от формы хвостовика осуществляют тремя способами: непосредственно в коническом отверстии шпинделя, в переходных конических втулках, в сверлильном патроне.
Крепление инструмента непосредственно в коническом отверстии шпинделя (рис. 220, а). Конические хвостовики сверл, разверток, зенкеров и т. д., а также конические отверстия в шпинделях сверлильных и других станков изготовляют по системе Морзе. Конусы Морзе имеют номера 0, 1, 2, 3, 4, 5, 6; каждому номеру соответствуют определенные размеры конуса. Номера переходных втулок выбирают по размерам конусов режущих инструментов. В коническом отверстии шпинделя конический хвостовик удерживается силой трения, возникающей между коническими поверхностями. Лапка хвостовика входит в паз шпинделя и предохраняет хвостовик от проворачивания.
Крепление инструмента через переходные конические втулки производят в тех случаях, когда конус хвостовика инструмента меньше конуса отверстия шпинделя. Переходные конические втулки (рис. 220, 6) бывают короткие и длинные. На рис. 220, в показано крепление инструмента при помощи переходной втулки. Втулку со сверлом вставляют в отверстие шпинделя станка.
Новаторы Ю. М. Орлов и Ю. В. Козловский предложили и изготовили переходные втулки из пружинной проволоки диаметром 2,5 мм (рис. 220, г). Проволоку навивают на специальную оправку, затем наружную поверхность шлифуют на круглошлифовальном станке. С верхней стороны во втулку вставляют пробку, служащую для выколотки инструмента. Пружинная втулка легче и дешевле в изготовлении,чем стандартные втулки. Она не проворачивается, что предохраняет от задиров. Втулку применяют на сверлильных и токарных станках.
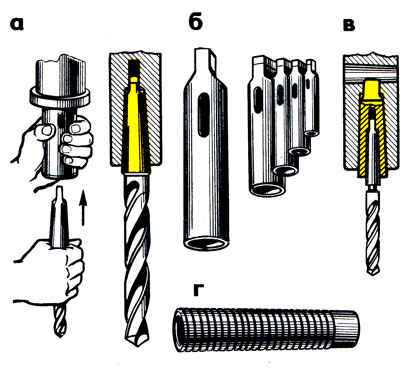
Рис. 220. Крепление инструмента: а - непосредственно в шпинделе станка, б - переходные конические втулки, в - при помощи переходной втулки; г - переходная втулка из пружинной проволоки
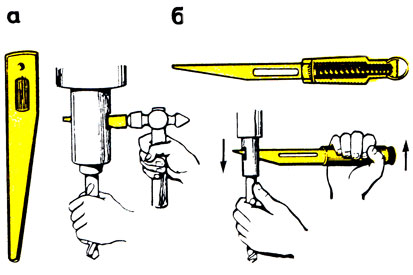
Рис. 221. Удаление инструмента: а - клином, б - безопасным клиног (с пружиной)
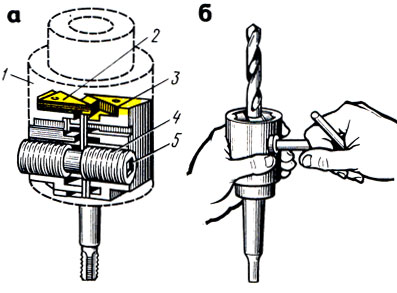
Рис. 222. Двухкулачковый патрон: а - устройство, б - закрепление инструмента в патроне ключом; 1 - корпус, 2, 3 - кулачки, 4 - винт, 5 - квадратное отверстие
Удаление инструмента из конического отверстия шпинделя станка осуществляют при помощи клина (рис. 221, а) через прорезь. На рис. 221, 6 показан безопасный клин с пружиной, применяемый без молотка.
Клин для удаления сверл или переходных втулок из шпинделя сверлильного станка новатора Б. М. Гусева состоит из массивной пустотелой ручки, внутри которой имеется подвижный боек с клином, подпружиненным пружиной.
Для извлечения сверла или переходной втулки из шпинделя клин приспособления вставляют в паз шпинделя, а рукоятку резко перемещают. При этом пружина сжимается и донышко рукоятки ударяет по бойку клина. Усилие, необходимое для сжатия пружины, незначительное, так как оно предназначено только для перемещения рукоятки в исходное положение.
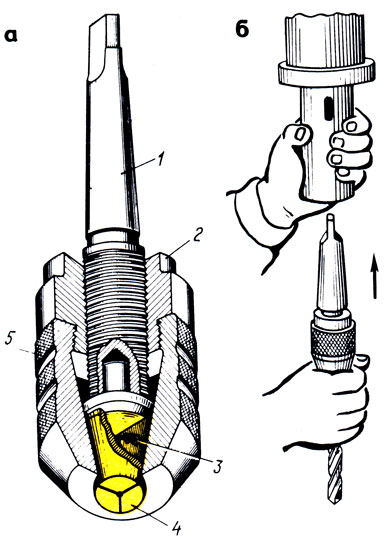
Рис. 223. Трехкулачковый самоцентрируюиций патрон: а - устройство, б - установка; 1 - хвостовик, 2 - втулка, 3 - пружина, 4 - кулачки, 5 - корпус
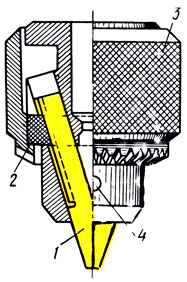
Рис. 224. Трех кулачковый патрон с наклонными кулачками: 1 - кулачки, 2 - гайки, 3 - обойма, 4 - отверстие
Крепление сверл в патронах. Сверла с цилиндрическим хвостовиком крепят в сверлильных патронах, основные типы которых приведены ниже.
Двух кулачковый патрон (рис.222, а) имеет цилиндрический корпус 7, в пазы которого вставлены два стальных закаленных кулачка 2, 3. Кулачки при вращении винта 4 сдвигаются, зажимая хвостовик инструмента, или раздвигаются, освобождая инструмент. Винт вращают ключом (рис. 222, б), который вставляют в квадратное отверстие 5. В патроне закрепляют режущий инструмент диаметром от 3 до 14 мм.
На рис. 223, а, б показан трех кулачковый патрон самоцентрирующий для закрепления сверл диаметром от 2 до 12 мм с коническим хвостовиком. На резьбовую часть хвостовика 7 навинчена втулка 2 с наружной резьбой, на которую навернут корпус 5 патрона, имеющий внутренний конус. При повороте корпуса по часовой стрелке три кулачка 4, прижатые к нему пружинами 3, сходятся и зажимают сверло.
Трех кулачковый патрон с наклонно расположенными кулачками (рис. 224) обеспечивает более точное и прочное закрепление сверла. Обойма 3 прочно насажена на гайку 2, на внутреннем конусе которой имеется резьба, а на торце - конические зубья. В пазах корпуса патрона находятся три расположенных наклонно кулачка 7, на внешних сторонах их тоже нарезана резьба, которая соединена с резьбой гайки 2. При повороте обоймы специальным ключом, имеющим на конце конические зубья и вставляемым в отверстие 4, кулачки сходятся или расходятся, зажимая или освобождая сверло.
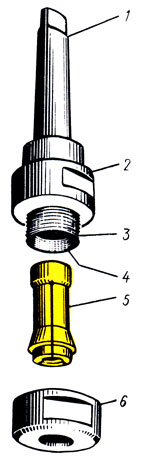
Рис. 225. Цанговый патрон: 1 - хвостовик, 2 - корпус, 3 - резьбовая часть, 4 - корпус, 5 - цанга, 6 - гайка
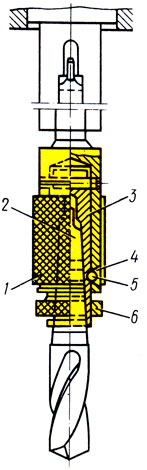
Рис. 226. Быстросменный патрон
Заводы выпускают три типоразмера патронов с наклонными кулачками: ПС-6, ПС-9, ПС-15 (число в марке указывает наибольший диаметр зажимаемого патроном сверла).
Цанговый патрон (рис. 225) используют для зажима сверл небольшого диаметра с цилиндрическим хвостовиком в сверлильных станках. Цанговые патроны обеспечивают надежное точное закрепление инструмента. Корпус 2 цангового патрона имеет хвостовик 7 для закрепления в конусе шпинделя станка и резьбовую часть 3, на которую навинчена гайка 6, имеющая на боковой стороне лыски для гаечного ключа. Зажимную цангу 5 устанавливают в конус 4. При навинчивании гайки 6 на резьбовую часть 3 цанга сжимается и закрепляет хвостовик сверла.
Быстросменные патроны применяют в тех случаях, когда при обработке отверстий требуется частая смена режущего инструмента без остановки станка. Быстросменный патрон (рис. 226) закрепляют в шпинделе станка коническим хвостовиком. В коническое отверстие сменной втулки 3 вставляют хвостовик 2 режущего инструмента, после чего втулку вводят в цилиндрическое отверстие корпуса патрона. При опускании зажимного кольца 7 вниз два шарика 5 входят в выточку 4 сменной втулки, прочно зажимая ее вместе с инструментом в корпусе патрона, и фиксируются в этом положении зажимным кольцом 6.
Для смены втулки с инструментом при работе станка поднимают вверх кольцо 2, шарики 5 под действием центробежных сил выйдут из выточки 4 втулки 3 и, войдя в выточку кольца, освободят втулку, после чего опускают зажимное кольцо 6 вниз и снимают инструмент.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'