§ 28. Механизация гибочных работ
Профили (полосовой, сортовой металл) с разными радиусами кривизны гнут на трехроликовых и четырехроликовых станках. На рис. 100 показан трехроликовый станок для гибки профилей, изготовленных из листов алюминиевых сплавов толщиной до 2,5 мм. Предварительно налаживают станок. Наладку верхнего ролика 5 относительно двух нижних роликов 7, 6 осуществляют вращением рукоятки 4. При гибке заготовка 3 должна быть прижата верхним роликом 5 к двум нижним 7 и 6. Прижим 2 устанавливают так, чтобы по нему свободно скользила полка профиля, не давая ему скручиваться при гибке.
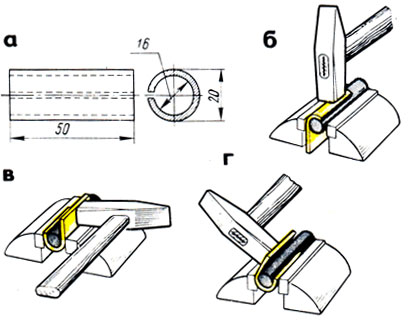
Рис. 99. Гибка втулки в круглых оправках: а - эскиз втулки, б, в, г - последовательность гибки
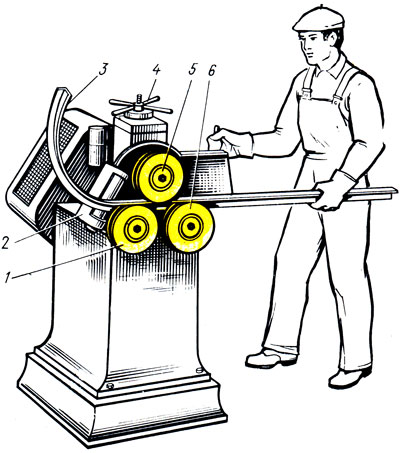
Рис. 100. Гибка на трехроликовом станке: 1,6 - нижние ролики, 2 - прижим, 3 - заготовка, 4 - рукоятка, 5 - верхний ролик
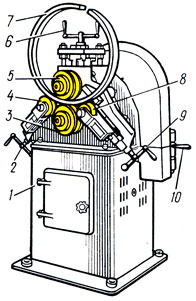
Рис. 101. Гибка на четырехроликовом станке: 1 - станина, 2, 6, 9, 10 - рукоятки, 3, 5 - ведущие ролики, 4,8 - нажимные ролики, 7 - заготовка
При выполнении гибки с роликов счищают накопившуюся грязь и протирают их чистыми тряпками.
Заготовку профиля алюминиевого сплава в процессе гибки смазывают густым маслом.
Профили с большим радиусом гибки получают на трехроликовом станке в несколько переходов. Профили, имеющие форму кругов, спирали или другой кривизны, изготовляют на четырехроликовых станках.
Четырехроликовый станок (рис. 101) состоит из станины 7, внутри которой смонтирован приводной механизм, двух ведущих роликов 3 и 5, подающих заготовку, и двух нажимных роликов 4 и 8, изгибающих заготовку 7. Нужный радиус гибки устанавливается повертыванием рукояток 2 и 9.
Четырехроликовый станок налаживают в следующем порядке: вращая рукоятку 6
против часовой стрелки, поднимают ведущий верхний ролик 5 относительно ведущего нижнего ролика 3 на величину, несколько большую толщины обрабатываемого профиля. После этого, вращая рукоятку 6 по часовой стрелке, опускают ведущий ролик 5 и прижимают обрабатываемый профиль к ведущему нижнему ролику 3. Затем включают электродвигатель и производят гибку под нужным радиусом. Включают и тормозят ведущие ролики при помощи рукоятки 10.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'