§ 29. Гибка труб
Трубы изгибают по дуге различного радиуса или другой кривой под различными углами и в различных плоскостях. Гнутые трубы широко применяют для изготовления бензиновых, масляных, воздушных трубопроводов в автомобилях, тракторах, самолетах, металлорежущих станках и других машинах.
Трубы гнут ручным и механизированным способами; в горячем и холодном состоянии; с наполнителями и без наполнителей. Способ гибки зависит от диаметра трубы, величины угла загиба и материала труб.
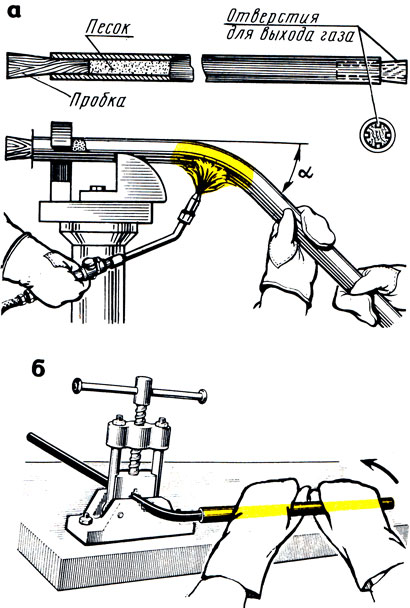
Рис. 102. Гибка трубы в горячем состоянии: а - по шаблону, б-в трубном прижиме
Гибка труб в горячем состоянии применяется при диаметре более 100 мм. При горячей гибке с наполнителем трубу отжигают, размечают, а затем один конец закрывают деревянной или металлической пробкой. Для предупреждения смятия, выпучивания и появления трещин при гибке трубу наполняют мелким сухим, просеянным через сито с ячейками около 2 мм песком, так как наличие крупных камешков может привести к продавливанию стенки трубы, а слишком мелкий песок для гибки труб непригоден, так как при высокой температуре спекается и пригорает к стенкам трубы.
Для механизации наполнения (набивки) труб песком применяют молотковые или вибрационные установки. Если установок нет, трубу наполняют песком через воронку, а уплотняют обстукиванием трубы молотком; удары молотка наносят снизу вверх при одновременном ее повертывании до тех пор, пока при ударе по трубе не будет слышаться глухой звук.
После заполнения песком второй конец трубы забивают деревянной пробкой, у которой должны быть отверстия или канавки для выхода газов, образующихся при нагреве (рис. 102,а).
Диаметры пробок (заглушек) зависят от величины внутреннего диаметра трубы. Для труб малых диаметров заглушки делают из глины, резины или твердых пород дерева в виде конусной пробки длиной, равной 1,5 - 2 диаметрам трубы, с конусностью 1:10. Для труб больших диаметров заглушки изготовляют из металла.
Желательно, чтобы забиваемые в концы труб пробки несколько выступали из них, что облегчает удаление пробок.
Для каждой трубы в зависимости от ее диаметра и материала должен быть установлен минимально допустимый радиус изгиба. Радиус закругления при гибке труб берется не меньше трех диаметров трубы, а длина нагреваемой части зависит от угла изгиба и диаметра трубы. Если трубу изгибают под углом 90°, то нагревают участок, равный шести диаметрам трубы; если гнут под углом 60°, то нагревают участок, равный четырем диаметрам трубы; если под углом 45° - трем диамертам и т. д.
Длина нагреваемого участка трубы определяется по формуле (в мм)

где L - длина нагреваемого участка, мм; а - угол изгиба трубы, град; d - наружный диаметр трубы, мм; 15 - постоянный коэффициент (90:6 = 15; 60:4 = 15; 45:3 = 15).
Участок изгиба на трубе размечают мелом. Выполняется эта операция по заранее заготовленным шаблонам. В процессе гибки трубу проверяют по месту или по изготовленному из проволоки шаблону.
При гибке труб в горячем состоянии работают в рукавицах.
Трубы нагревают паяльными лампами в горнах или пламенем газовых горелок до вишнево-красного цвета на длине, равной шести диаметрам. Топливом в горнах может быть древесный уголь и дрова. Лучшим топливом является древесный уголь, который не содержит вредных примесей и дает более равномерный нагрев.
В случае перегрева трубу до гибки охлаждают до вишнево-красного цвета. Трубы рекомендуется гнуть с одного нагрева, так как повторный нагрев ухудшает качество металла.
При нагреве обращают особое внимание на прогрев песка. Нельзя допускать излишнего перегрева отдельных участков; в случае перегрева трубу охлаждают водой. От достаточно нагретой части трубы отскакивает окалина.
По окончании гибки выколачивают или выжигают пробки и высыпают песок. Плохое, неплотное заполнение трубы, недостаточный или неравномерный прогрев перед гибкой приводит к образованию складок или разрыву. Изгиб проверяют шаблоном.
При гибке в трубном прижиме в горячем состоянии стальную трубу вставляют в трубный прижим, между угловой выемкой основания и сухарем с уступами, и вращением рукоятки зажимают. При гибке сварных труб шов располагают снаружи, а не внутри изгиба, иначе труба может разойтись по шву. На конец изгибаемой трубы надевают отрезок трубы большего диаметра так, чтобы конец немного не доходил до места изгиба, затем обхватывают трубу двумя руками, с большим усилием отводят ее в направлении изгиба (рис. 102,6).
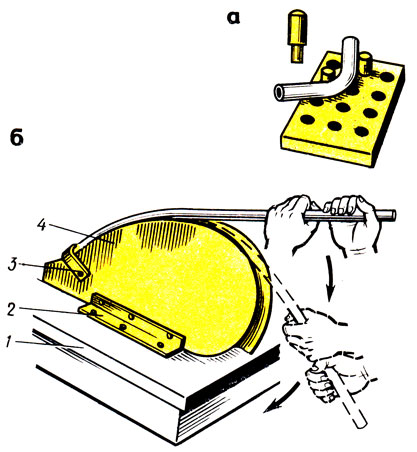
Рис. 103. Гибка трубы в холодно м состоянии: а - на штырях, б - в неподвижной оправке
Гибка труб в холодном состоянии выполняется при помощи различных приспособлений. Простейшим приспособлением для гибки труб диаметром 10 - 15 мм в свободном состоянии является плита с отверстиями, в которой в соответствующих местах устанавливаются штыри (рис. 103,а), служащие упорами при гибке.
Трубы небольших диаметров (до 40 мм) с большими радиусами кривизны гнут в холодном состоянии, применяя простые ручные приспособления с неподвижной оправкой (рис. 103,6). Гибочная оправка 4 крепится к верстаку 7 с двух сторон скобками 2. Трубу для гибки вставляют между гибочной оправкой и хомутиком 3, нажимают руками и гнут ее по желобо-образному углублению гибочной оправки.
Трубы диаметром до 20 мм изгибают в приспособлении (рис. 104). Приспособление крепится к верстаку при помощи ступицы и плиты 7. На одной оси ступицы и плиты находится неподвижный ролик-шаблон 6 с хомутиком 7. Подвижный ролик 2 закреплен в скобе 4 с рукояткой 3. Трубу 5 для изгиба вставляют между роликами так, чтобы конец ее вошел в хомутик 7. Затем рукояткой 3 повертывают скобу 4 с подвижным роликом 2 вокруг неподвижного ролика-шаблона 6 до тех пор, пока труба не изогнется на требуемый угол.
Гибка медных и латунных труб. Подлежащие гибке в холодном состоянии медные или латунные трубы заполняют расплавленной канифолью, или расплавленным стеарином (парафином), или свинцом. Порядок гибки аналогичен описанному ранее. Канифоль после гибки выплавляют начиная с концов трубы, так как нагрев середины трубы, наполненной канифолью, разрывает трубу.
Медные трубы, подлежащие гибке в холодном состоянии, отжигают при 600 -700°С и охлаждают в воде. Наполнитель при гибке медных труб в холодном состоянии - канифоль, а в нагретом - песок.
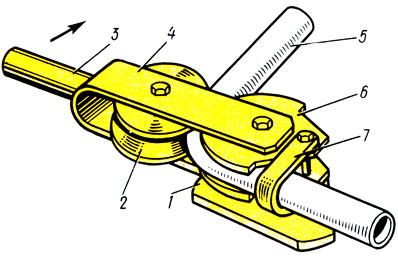
Рис. 104. Гибка трубы в холодном состоянии в приспособлении: 1 - плита, 2 - подвижный ролик, 3 - рукоятка, 4 - скоба, 5 - труба,
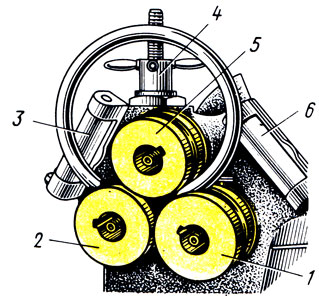
Рис. 105. Гибка трубы в кольцо: 1,2 - нижние ролики, 3,6 - прижими, 4 - рукоятка, 5 - верхний ролик
Латунные трубы, подлежащие гибке в холодном состоянии, предварительно отжигают при 600 - 700°С и охлаждают на воздухе. Наполнители те же, что и при гибке медных труб.
Дюралюминиевые трубы перед гибкой отжигают при 350 -400°С и охлаждают на воздухе.
Механизация гибки труб. При массовом изготовлении деталей из труб небольших диаметров применяют ручные трубогибочные приспособления и рычажные трубогибы, а для гибки труб больших диаметров (до 350 мм) - специальные трубогибочные станки и прессы.
Гибку труб в кольцо производят на трехроликовом гибочном станке. На рис. 105 показан момент гибки в кольцо трубы диаметром до 25 мм без наполнителя.
Перед гибкой налаживают станок - регулируют положение верхнего ролика 5 относительно двух нижних роликов 7 и 2 вращением рукоятки 4. При вращении рукоятки по часовой стрелке верхний ролик опускается вниз, и наоборот, при вращении против часовой стрелки - идет вверх.
Широко используются новые способы гибки труб - гибка с растяжением заготовки и гибка с нагревом токами высокой частоты. Первый способ заключается в том, что заготовку подвергают совместному действию растягивающих (превышающих предел текучести металла) и изгибающих усилий. Этот процесс осуществляется на гибочно-растяжных машинах с поворотным столом. Гнутые этим способом детали имеют высокую прочность и меньшую массу. Такой способ применяют при изготовлении труб для самолетов, автомашин, морских судов и др.
При гибке труб с нагревом токами высокой частоты нагрев, гибка и охлаждение происходят непрерывно и последовательно в специальной высококачественной установке типа трубогибочных станков. Установка допускает гибку труб диаметром от 95 до 300 мм. Она состоит из двух частей: механической и электрической; механическая часть представляет собой станок для гибки труб, а электрическая состоит из электрооборудования и высокочастотной установки. Указанный способ имеет ряд преимуществ: обеспечивается меньшая овальность в месте изгиба трубы, высокая производительность (в 4 -5 раз выше других способов), процесс механизирован.
Правильно изогнутыми считаются трубы, не имеющие вмятин, выпучин и складок.
При гибке труб необходимо соблюдать следующие условия:
тщательно следить за равномерностью вытягивания внешней стенки и посадки внутренней стенки трубы; учитывать, что внешняя стенка трубы легче вытягивается, чем происходит посадка внутренней стенки трубы;
трубу гнут плавно, без рывков; появившиеся складки правят молотком. Для предупреждения складок трубу сначала гнут несколько больше, чем следует по шаблону, а затем отгибают в соответствии с шаблоном;
во избежание разрыва нельзя гнуть трубу и выправлять складки, если труба охладилась до светло-вишневого цвета (800°С). Поэтому трубы больших диаметров гнут с многократным нагревом;
после проверки трубы шаблоном удаляют пробки, высыпают песок и обрезают концы по шаблону, затем очищают и промывают трубу внутри.
Развальцовка (вальцевание) труб заключается в расширении (раскатывании) концов 4 труб изнутри специальным инструментом (вальцовкой). Для этого инструмент (рис. 106) зажимают в слесарных тисках. Трубу вставляют в соответствующее по диаметру отверстие 3 (каленая втулка), а затем ударами молотка по оправке 7 развальцовывают конец 4 трубы до необходимых размеров. Концы труб диаметром больше 18 мм развальцовывают при помощи специальной вальцовки (рис. 107), которая состоит из стального стержня 5, на одном конце стержня имеется конус 7, а на другом - квадратная головка 6. Стержень 5 помещен в корпус 3, внутри которого размещены ролики 2, имеющие небольшую конусность.
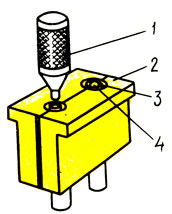
Рис. 106. Развальцовывание трубы в слесарных тисках: 1 - оправка, 2 - инструмент (вальцовка), 3 - каленая втулка, 4 - конец трубы
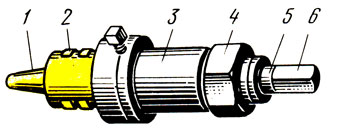
Рис. 107. Специальная вальцовка: 1 - конус, 2 - ролики, 3 - корпус, 4 - гайка, 5 - стержень, 6 - головка
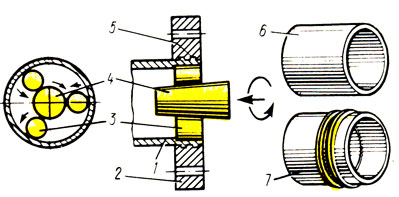
Рис. 108. Схема развальцовывания: 1 - конец трубы, 2 - фланец, 3,4 - ролики, 5 - канавки, 6 - труба до вальцевания, 7 - труба после вальцевания
Процесс развальцовывания состоит в том, что на конец трубы 7 (рис. 108) надевают фланец 2 с выточенными в его отверстии канавками 5, затем в трубу вставляют вальцовку с роликами и вращают. При вращении вальцовка роликами 3, 4 раскатывает трубу, вдавливая металл трубы в канавки 5 фланца до тех пор, пока они не заполнятся до отказа. Если вращение вальцовки становится свободным, подтягивают гайку 4 (см. рис. 107), углубляя тем самым конус в трубу.
Наиболее производительным является вальцевание на специальных вальцовочных машинах и различных механизмах.
Виды и причины брака при гибке. При гибке металла брак чаще всего проявляется в косых загибах и механических повреждениях обработанной поверхности как результат неправильной разметки или закрепления деталей в тисках выше или ниже разметочной линии, а также неправильного нанесения ударов.
Безопасность труда при гибке. В целях обеспечения безопасности заготовки укрепляют в тисках или других приспособлениях прочно, работают только на исправном оборудовании.
Перед началом работы на гибочных станках знакомятся с инструкцией; работу выполняют осторожно, чтобы не повредить пальцы рук. Работают в рукавицах и застегнутых халатах.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'