§ 27. Гибка деталей из листового и полосового металла
Гибну прямоугольной снобы из полосовой стали выполняют в следующем порядке: определяют длину развертки заготовки (рис. 96,а), складывая длину сторон скобы с припуском на один изгиб 0,5 толщины полосы.
отмечают длину с дополнительным припуском на обработку торцов по 1 мм на сторону и зубилом отрубают заготовку;
выправляют вырубленную заготовку на плите;
опиливают в размер по чертежу; наносят риски загиба; зажимают заготовку 7 (рис. 96,6) в тисках между угольниками-нагубниками 2 на уровне риски и ударами молотка загибают конец 3 скобы (первый загиб);
переставляют заготовку в тисках, зажимая ее между угольником 4 и бруском-оправкой, более длинным, чем конец скобы (рис. 96,а);
загибают второй конец 5 (рис. 96,а) - второй загиб;
снимают заготовку и вынимают брусок-оправу 6;
размечают длину лапок на загнутых концах; надевают на тиски второй угольник 9 (рис. 96,г) и, вложив внутрь скобы тот же брусок-оправку 6, но в другом его положении, зажимают скобу в тисках на уровне рисок;
отгибают первую и вторую лапки 7, делают 4-й и 5-й загибы первой и второй лапок; проверяют и выправляют по угольнику 4-й и 5-й загибы;
снимают заусенцы на ребрах скобы и опиливают концы лапок в размер.
Гибна двойного угольнина в тиснах (рис. 97) производится после разметки, вырубки заготовки, правки на плите и опиливания по ширине в заданный размер. Подготовленную таким образом заготовку 7 зажимают в тисках 3 между угольниками-нагубниками 2 и загибают первую полку угольника, а затем заменяют один нагубник бруском-подкладкой 4 и загибают вторую полку угольника. По окончании гибки концы угольника опиливают напильником в размер и снимают заусенцы с острых ребер.
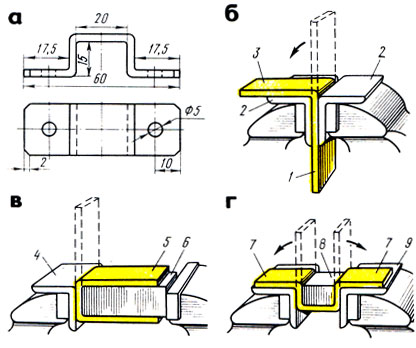
Рис. 96. Гибка прямоугольной скобы: а - схема для определения длины скобы, б - гибка одного конца, в - гибка второго конца, г - формирование скобы, 1 - заготовка, 2 - нагубники, 3, 5 - концы скобы, 4, 9 - угольники, 6 - большой брусок (оправка), 7 - лапки, 8 - меньший брусок (оправка)
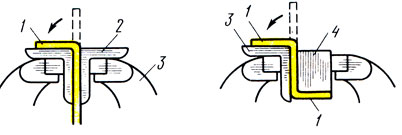
Рис. 97. Гибка двойного угольника: 1 - заготовка, 2 - нагубники, 3 - тиски, 4 - брусок-подкладка
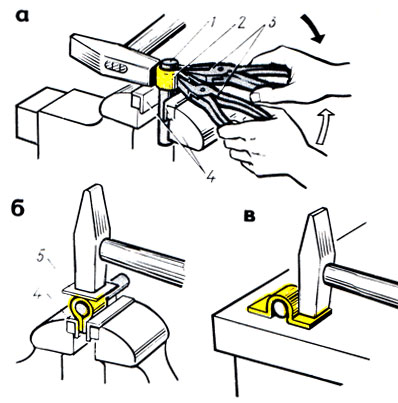
Рис. 98. Гибка хомутика: а - изгибание плоскогубцами на оправке, б, в - формирование хомутика; 1 - оправка, 2 - хомутик, 3 - плоскогубцы, 4 - нагубники, 5 - мягкая прокладка
Гибка хомутика (рис. 98,а). После расчета длины заготовки и ее разметки в местах изгиба зажимают в тисках оправку 7 в вертикальном положении. Диаметр оправки должен быть равным диаметру отверстия хомутика 2. При помощи двух плоскогубцев 3 по разметочным рискам изгибают хомутик по оправке (работают вдвоем: один держит плоскогубцы, а второй - наносит удары). Окончательное формирование хомутика выполняют по той же оправке металлическим молотком (рис. 98,6), а затем на правильной плите (рис. 98,а).
Во избежание вмятин и забоин от ударов между молотком и деталью прокладывают кусок железной полосы.
Гибка ушка круглогубцами. Ушко со стержнем из тонкой проволоки изготовляют при помощи круглогубцев. Длина заготовки должна быть на 10-15 мм больше, чем требуется по чертежу. Удерживая заготовку за один конец, второй изгибают, постепенно переставляя круглогубцы в местах изгиба. После того как ушко будет загнуто соответственно заданным размерам, ему придают нужную форму при помощи плоскогубцев. После этого лишний конец стержня удаляют кусачками.
Гибка втулки. Последовательность переходов при гибке цилиндрической втулки описана ниже.
Допустим, требуется из полосовой стали на круглых оправках изогнуть цилиндрическую втулку. Сначала определяют длину заготовки. Если наружный диаметр втулки (рис. 99,а) 20 мм, внутренний 16 мм, то средний диаметр будет равен 18 мм. Тогда общую длину заготовки определяют по формуле
Затем заготовку с оправкой зажимают в тисках так, чтобы изгибаемая часть была выше уровня губок тисков и через мягкие прокладки наносят по выступающей части удары молотком, загибая конец полосы на оправке так, чтобы полоса плотно прилегала к ее поверхности (рис. 99,6). Затем заготовку с оправкой переставляют обратной стороной (рис. 99,а) и ударами молотка загибают второй конец по оправке до плотного прилегания к оправке обеих плоскостей в стыке (рис. 99,г). После освобождения заготовки качество гибки проверяют измерительной линейкой.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'