§ 41. Деформации и напряжения при сварке стыковых и тавровых соединений
Деформации и напряжения при сварке стыковых соединений. По продолжительности сварочные напряжения делят на технологические и остаточные. Первые возникают во время сварки (в процессе изменения температуры), вторые - после окончания сварки и полного охлаждения изделия. По направлению действия различают продольные, расположенные параллельно оси шва, и поперечные, расположенные поперек оси шва, линейные сварочные напряжения (рис. 48). Распределение продольных напряжений при сварке в стыковом шве таково, что на его концах из-за возможности свободной усадки они незначительны, а в средней части имеют достаточно большую величину, достигают предела текучести (рис. 49). При сварке встык продольные сокращения шва вызывают не только продольные, но и поперечные напряжения, поскольку деформированные ("изогнутые") листы стремятся распрямиться. Потому в средней части сваренных листов возникают напряжения растяжения, а по краям - напряжение сжатия.
При разработке технологического процесса сварки обязательно следует учитывать поперечную и продольную усадку шва" При сварке металла толщиной до 6 мм главным образом возникают значительные деформации. При этом остаточные напряжения бывают небольшими, так как металл уже деформировался.
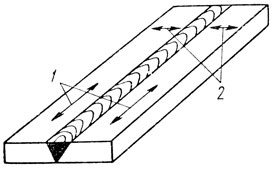
Рис. 48. Напряжения в стыковом соединении: 1 - продольные, 2 - поперечные
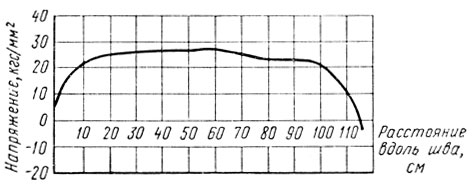
Рис. 49. Характер распределения остаточных напряжений по длине стыкового шва
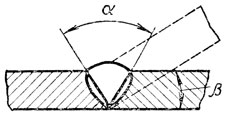
Рис. 50. Угловая деформация стыкового соединения: а - угол раскрытия шва, р - угол поворота детали
Деформации и напряжения при сварке тавровых соединений. В сварных конструкциях, имеющих тавровое сечение (состоящих из двух листов), под влиянием продольных и поперечных напряжений и укорочений стенка и пояс тавра деформируются, тавр изгибается по длине. Величина таких деформаций зависит от соотношения размеров стенки и пояса, последовательности наложения сварных швов, величины погонной энергии, условий закрепления таврового сечения и т. д. Чем тоньше пояс и больше ширина вертикальной стенки, тем больше продольные напряжения сварного тавра.
В рассмотренных выше примерах сварки стыковых соединений и тавровых сечений отмечены лишь деформации, происходящие в плоскости свариваемого элемента. Кроме деформаций в плоскости соединяемых элементов, возникают также и деформации свариваемых листов из плоскости, которые называются угловыми деформациями (рис. 50). На величину угловых деформаций (угол р) влияют размер свариваемых листов, угол раскрытия шва а (чем он меньше, тем меньше деформация), закрепление, количество проходов и т. д. Листы необходимо закреплять как можно ближе к сварному шву. Расстояние крепления от шва при сварке тонких листов должно быть равно 3 - 6-кратной ширине шва. Крепления, расположенные на значительном расстоянии от шва, практически не оказывают влияния на конечные угловые деформации.
Вопросы для самопроверки
- Какие деформации в стыковых соединениях существуют?
- Какие деформации в тавровых соединениях существуют?
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'