§ 42. Методы борьбы со сварочными деформациями и напряжениями
Рациональное конструирование сварных узлов. Рабочие чертежи сварных конструкций следует разрабатывать с учетом мероприятий по уменьшению сварочных напряжений и деформаций. Для этого сварные соединения конструируют таким образом, чтобы объем наплавленного металла был минимальным. Например, при толщине металла более 12 мм следует применять X- и К-образную подготовку кромок. С этой же целью заменяют прерывистые соединения на сплошные швы меньшего сечения. Выполняют стыковые швы при минимальном угле раскрытия шва и минимальном зазоре. Избегают резких переходов сечений, а также применяют преимущественно стыковые соединения и не допускают концентрации и пересечений сварных швов.
Технология сборки и сварки. Порядок сборки под сварку, способ сварки, режимы сварки и последовательность наложения шва по его длине и сечению оказывают значительное влияние на величину деформаций и напряжений при сварке. Чтобы уменьшить остаточные деформации и напряжения конструкций и изделий при сборке, по возможности не допускают скрепления узлов и деталей прихватками, которые создают жесткое закрепление. Для обеспечения подвижного состояния закрепленных деталей используют клиновые центровочные и другие сборочные приспособления.
На образование остаточных деформаций и напряжений значительное влияние оказывает способ сварки.
На величину и характер сварочных напряжений и остаточных деформаций влияет погонная энергия сварки и режим сварки. Увеличение сечения шва, как правило, способствует росту деформаций. Величина остаточных деформаций и напряжений зависит и от порядка наложения швов по длине и сечению. Например, при сварке листовых конструкций вначале выполняют поперечные швы отдельных поясов, а затем соединяют пояса между собой.
Уравновешивание деформаций. Сущность этого способа заключается в том, что устанавливают определенную последовательность наложения швов, при которой деформации от предыдущих швов снижаются при выполнении последующих швов. Этот способ широко применяют при сварке стержневых конструкций или деталей симметричного сечения.
Обратные деформации. Перед сваркой конструкции или элемента для уменьшения остаточной деформации искусственно создают деформацию, обратную по знаку по отношению к той, которая может возникнуть при сварке. На рис. 51 показаны некоторые примеры использования обратной деформации.
Жесткое закрепление (рис. 52). Закрепление обеспечивает уменьшение сварочных деформаций по сравнению со сваркой в незакрепленном состоянии, если зона нагрева до температур выше 600 °С не превышает 0,15 общей ширины свариваемого элемента. Если зона нагрева будет более 0,15 ширины листа, то жесткое закрепление не уменьшает деформаций, а наоборот, может увеличить их по сравнению со сваркой в свободном состоянии.
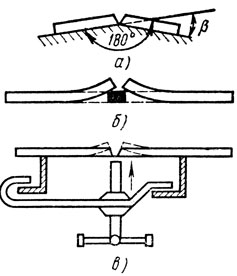
Рис. 51. Схема создания обратного прогиба: а - свободных листов небольшой ширины, б - большой ширины, в - закрепленных листов
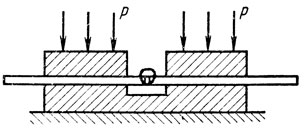
Рис. 52. Схема жесткого закрепления листов
Проковка швов и околошовной зоны. Проковка способствует снижению напряжений и деформаций. При выполнении проковки необходимо соблюдать следующие условия:
при многослойной сварке проковку выполнять послойно, а первый и последний слой не проковывать;
проковку следует выполнять на участке шва длиной 150 - 200 мм сразу же после сварки или после подогрева его до 150 -200° С;
при сварке металла толщиной более 16 мм необходимо проковывать и металл околошовной зоны.
Общий отжиг сварного изделия. Отжиг применяется для сталей, имеющих склонность к образованию закаленных зон вблизи сварного шва (особенно при большой толщине свариваемого металла), и для конструкций, работающих при знакопеременных нагрузках.
Механическая правка конструкций после сварки. Правку выполняют приложением ударной или статической нагрузкой при холодном или нагретом состоянии металла.
Термическая правка конструкций и изделий после сварки. Правка выполняется наплавкой валиков с обратной стороны шва или местным нагревом, производимым в особом для каждой конструкции порядке. Для получения сварных конструкций заданных проектных размеров необходимо давать припуски на усадку сварных швов. На один поперечный стыковой шов проката или листа толщиной 8 - 16 мм припуск должен составлять около 1 мм.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'