§ 40. Причины возникновения напряжений и деформаций
Деформации в сварных конструкциях являются результатом наличия внутренних напряжений, которые могут вызываться различными причинами.
К неизбежным причинам, способствующим возникновению напряжений и деформаций, относятся такие, без которых процесс обработки происходить не может. К этим причинам при сварке относят неравномерный нагрев, кристаллизационную усадку швов, структурные изменения металла шва и околошовной зоны и т. д.
К сопутствующим причинам, способствующим возникновению напряжений и деформаций, относятся такие, без которых процесс сварки может происходить. К таким причинам при сварке относят неправильные решения конструкции сварных узлов (близкое расположение швов, их частое пересечение, неправильно выбранный тип соединения и т. д.), применение устаревшей техники и технологии сварки (неверно выбраны способы наложения слоев и диаметр электрода, не соблюдаются режимы сварки и т. д.), низкая квалификация сварщика, нарушение геометрических размеров сварных швов и т. д.
Кристаллизационная усадка металла шва вызывается тем, что при охлаждении металл шва уменьшается в объеме, но поскольку одновременно шов имеет жесткую связь с относительно холодным основным металлом, его усадка вызывает появление внутренних напряжений.
Кристаллизационная усадка незакрепленного (свободного) образца приведет лишь к его укорочению. Если же усадка будет иметь место либо в условиях жесткого закрепления свариваемых деталей, либо в условиях неравномерного (неодинакового) нагрева, то в этом случае в конструкции после остывания образуются внутренние напряжения, вызывающие ее деформацию. В процессе снижения температуры в жестко закрепленной детали будут возникать силы растяжения, стремящиеся ее разорвать.
Механизм образования напряжений и деформаций при сварке. Классификация напряжений. Остаточные напряжения при сварке возникают в результате появления термопластических деформаций, которые образуются от неравномерного распределения температуры в изделии. Такие деформации бывают упругие и упруго-пластические.
Остаточные напряжения в зависимости от объема тела, в пределах которого они уравновешены, классифицируются следующим образом.
Остаточные напряжения первого рода уравновешиваются в крупных объемах, соизмеряемых с размерами изделия или его частей, и обладают определенной ориентацией в зависимости от формы изделия. Эти напряжения определяют расчетом, исходя из теории упругости и пластичности, а также экспериментально.
Остаточные напряжения второго рода уравновешиваются в пределах микрообъемов тела, т. е. в пределах одного или нескольких зерен металла. Эти напряжения не имеют определенной направленности и не зависят от формы изделий. Находят эти напряжения опытным путем.
Остаточные напряжения третьего рода уравновешиваются в мельчайших объемах - в пределах атомной решетки. Они также не имеют определенной направленности и определяются экспериментально по степени изменения интенсивности линий на рентгенограммах.
В строительных конструкциях и в машиностроении инженерными расчетами определяют только напряжения первого рода.
По направлению в теле собственные напряжения (рис. 46) могут быть одноосными - линейными, двухосными - плоскостными и трехосными - объемными.
При рассмотрении процесса возникновения деформаций при сварке следует учитывать, что в процессе охлаждения стали изменяются ее физические и механические свойства (рис. 47).
Классификация сварочных деформаций. Сварные конструкции в результате появления упругопластических деформаций в сварных соединениях могут изменить свои размеры и претерпеть общие деформации. Последние могут быть продольными и поперечными, деформациями изгиба, скручивания и потери устойчивости.
В результате продольных и поперечных деформаций происходит сокращение элементов по длине и ширине. Эти деформации образуются при симметричной укладке сварных швов.
Деформации изгиба образуются при несимметричном расположении сварных швов в конструкциях и сопровождаются продольным сокращением элементов - продольной усадкой швов и поперечным сокращением - поперечной усадкой швов. Этот вид деформации в практике встречается довольно часто.
Деформации скручивания образуются вследствие несимметричного расположения швов в поперечных сечениях элементов и встречаются относительно редко.
Деформации потери устойчивости вызываются сжимающими напряжениями, которые образуются в процессе нагревания и остывания изделий.
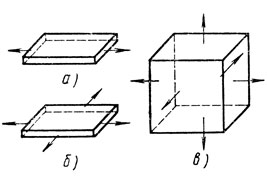
Рис. 46. Классификация собственных напряжений по направлению: а - одноосные, б - двухосные, в - трехосные кгс/мм2
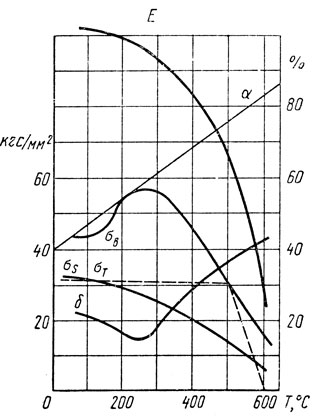
Рис. 47. Изменение механических свойств низкоуглеродистой стали в зависимости от температуры
Вопросы для самопроверки
- Как классифицируются напряжения и деформации?
- Какие причины вызывают возникновение напряжений и деформаций?
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'