§ 23. Шлифовальные станки
В соответствии с назначением шлифовальные станки подразделяют на круглошлифовальные, внутришлифовальные, универсально-шлифовальные*, бесцентровошлифовальные, плоскошлифовальные и специальные (для шлифования резьбы, зубчатых колес и т. п.).
* (Станки, переналаживаемые на круглое и внутреннее шлифование.)
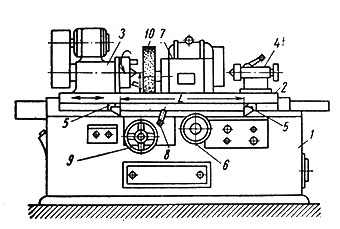
Рис. 108. Круглошлифовальный станок
На рис. 108 показан круглошлифовальный станок, предназначенный для шлифования цилиндрических, конических и торцовых наружных поверхностей. Стол 2, несущий переднюю бабку 3 и заднюю 4, опирается на направляющие станины 1. Заготовку устанавливают в центрах передней и задней бабок и приводят во вращение электродвигателем через коробку скоростей, расположенную в передней бабке 3. Мощный электродвигатель шлифовальной бабки 7 сообщает вращательное движение шлифовальному кругу 10. Стол с вращающейся заготовкой совершает возвратно-поступательное движение с длиной хода L, регулируемой переставными упорами 5. Перемещение стола производится гидроприводом. В конце каждого хода упоры 5, изменяя положение рычага 8 управления золотником, реверсируют стол. Радиальная подача шлифовального круга осуществляется перемещением шлифовальной бабки 7 по поперечным направляющим станины. Это движение сообщается шлифовальной бабке вручную вращением маховичка 6 или автоматически гидроприводом через храповую передачу. Для ручного продольного перемещения стола служит маховичок 9. Для обработки конических поверхностей верхняя поворотная часть стола устанавливается на нужный угол.
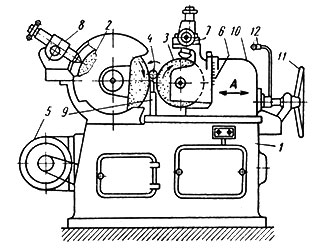
Рис. 109. Бесцентровошлифовальный станок
Бесцентровошлифовальный станок (рис. 109) предназначен для шлифования цилиндрических деталей на проход. Детали с буртиками, конические и фасонные детали шлифуют методом врезания. Шлифуемая заготовка 4 опирается на нож 9 и вращается ведущим кругом 3. Бабку шлифовального круга 2 закрепляют неподвижно на станине /. Обычно шлифовальный круг имеет одну скорость вращения, а скорости ведущего круга и шлифуемой заготовки регулируются коробкой скоростей, приводимой в движение электродвигателем 5. Установку на нужную глубину резания производят перемещением бабки 10 с ведущим кругом (в направлении А) путем вращения маховика 11. При работе методом врезания поперечная подача осуществляется поворотом рукоятки 12 до упора. Для создания продольной подачи заготовки поворотную часть бабки 10 устанавливают на нужный угол у (см. рис. 105) по шкале 6. Устройства 7 и 8 (механические или гидравлические) предназначены для правки кругов.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'