§ 21. Зубообрабатывающие станки
В приборостроении применяют станки для нарезания зубьев на мелкомодульных зубчатых колесах и трибах* методом копирования профиля инструмента и методом обката. Большинство этих станков способны работать по автоматическому или полуавтоматическому циклу.
* (Трибом называют мелкомодульное зубчатое колесо с небольшим числом зубьев (z = 6÷16), изготовляемое как одно целое со своими цапфами.)
Зубофрезерный автомат мод. 530А предназначен для нарезания червячной фрезой мелкомодульных зубчатых колес и трибов с прямым зубом (m = 0,05÷1 мм). Станок может работать по автоматическому и полуавтоматическому циклу.
Фрезу закрепляют на шпинделе станка VI (рис. 103), а обрабатываемую заготовку 5 - в центрах передней и задней бабок 7 и 4. Кинематическая схема станка имеет цепь вращения фрезы (цепь движения резания), цепь обката (цепь вращения заготовки), цепи подачи фрезы и привода распределительного вала XI.
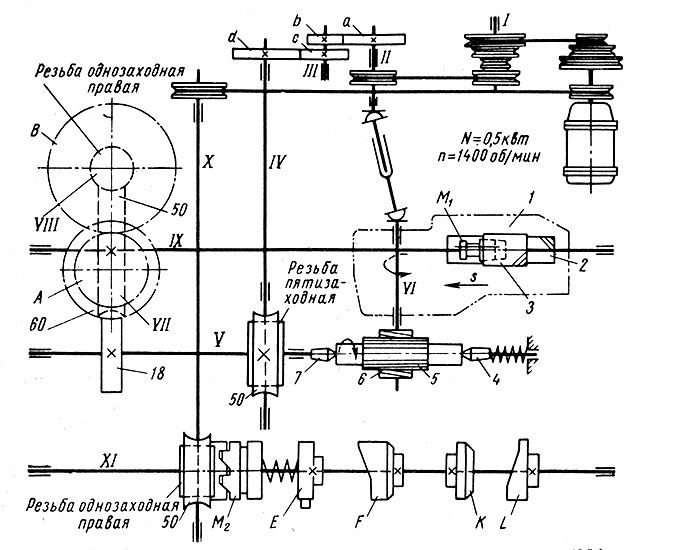
Рис. 103. Кинематическая схема зубофрезерного автомата мод. 530А
Движение резания осуществляется шпинделем VI и фрезой от приводного электродвигателя (N = 0,5 квт; n = 1400 об/мин) через ступенчатую клиноременную передачу со сменными шкивами, предназначенную для изменения числа оборотов фрезы, промежуточный вал I, постоянную клиноременную передачу, вал II и шарнирно-телескопический вал.
Вращение заготовки осуществляется от вала II через сменные зубчатые колеса a, b, c, d гитары обката, вал IV и червячную пару 5-50. Число зубьев сменных колес а, b, с, d подбирают в зависимости от числа зубьев нарезаемого зубчатого колеса и числа заходов червячной фрезы. От шпинделя V через винтовые зубчатые колеса 18-60, вал VII, сменные зубчатые колеса А-В, предназначенные для изменения величины подачи фрезы, вал VIII и червячную пару 1-50 движение передается валу подачи IX. На этом валу свободно сидит винтовое зубчатое колесо 3 (с числом зубьев z = 14), сцепляющееся с косозубой рейкой 2, закрепленной на каретке 1. Если колесо 3 посредством конусной фрикционной муфты М1 соединяется с валом IX, то будет осуществляться подача каретки 1 с фрезой. Когда в конце фрезерования муфта выключится, пружина переместит каретку фрезы в исходное положение, причем рейка 2, перемещаясь, вращает вхолостую колеса 3 на валу IX.
Вращение распределительного вала XI осуществляется от электродвигателя через клиноременную передачу, вал X, червячную пару 1-50 и однооборотную муфту М2. На распределительном валу расположены кулачки Е, F, К, L, которые посредством системы рычагов управляют всеми вспомогательными движениями, осуществляемыми на станке автоматически.
При работе станка по автоматическому циклу все рабочие и вспомогательные движения осуществляются без участия рабочего. В конце резания однооборотная муфта М2 автоматически включает вращение распределительного вала и дает ему возможность совершить один оборот, в течение которого осуществляются все вспомогательные движения в определенной последовательности:
- кулачок F освобождает фрезу, и под действием пружины она отводится от нарезанного зубчатого колеса на 2-3 мм;
- кулачок К выключает муфту М1, и каретка фрезы под действием пружины отходит в исходное положение;
- кулачок L отводит пиноль с центром 4 задней бабки, освобождает нарезанное колесо, и оно падает;
- пружина загрузочного устройства подает новую заготовку на линию центров;
- кулачок L освобождает пиноль, и под действием пружины центром 4 деталь зажимается;
- кулачок Е отводит загрузочное устройство в исходное положение, в конце отвода кулачком F фреза подводится к заготовке и устанавливается на нужную глубину резания;
- кулачок К включает муфту М1 и начинается подача фрезы. В этот момент однооборотная муфта М2 выключается, останавливается распределительный вал XI, который включится опять по окончании резания, и цикл выполнения вспомогательных движений повторится.
Для перехода на полуавтоматический цикл работы необходимо на пульте управления включить микропереключатель, который выключает приводной электродвигатель после окончания цикла обработки. Кроме того, отключают загрузочное устройство и освобождают пиноль задней бабки от кулачка L. После окончания изготовления детали станок автоматически выключается, рабочий должен отжать и снять деталь со станка, установить новую заготовку, после чего включить станок нажимом на кнопку "Пуск".
При нарезании цилиндрических зубчатых колес с винтовыми зубьями необходимо инструменту или заготовке сообщить относительное винтовое, а не прямолинейное перемещение. В конструкциях зубообрабатывающих станков эта задача решается по-разному. У зубодолбежных станков предусмотрены специальные винтовые направляющие, которые обеспечивают долбяку движение резания не по прямой, а по винтовой линии (с определенным углом наклона). У зубофрезерных станков, на которых применяют червячные фрезы, имеется специальная кинематическая цепь (цепь дифференциала), обеспечивающая нарезаемому колесу необходимое приращение скорости ±ΔА в направлении движения обката А (рис. 96, в и 100, а), в результате чего при относительном движении червячной фрезы и нарезаемого колеса на последнем получаются винтовые зубья (знаки ± указывают на направление ΔA в зависимости от направления винтовой линии зуба - правое или левое).
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'