§ 17. Делительные головки
Делительные головки, являющиеся основными приспособлениями к фрезерным станкам, значительно расширяют их технологические возможности. С помощью делительной головки можно производить периодические повороты обрабатываемой заготовки на заданные равные или неравные углы и непрерывно вращать обрабатываемую заготовку.
Эти свойства делительной головки дают возможность фрезеровать грани на деталях машин и приборов, прямые и винтовые стружечные канавки на режущих инструментах, прямые и винтовые впадины между зубьями зубчатых колес и т. п.
Различают следующие виды делительных головок: для непосредственного деления, многошпиндельные, универсальные, оптические.
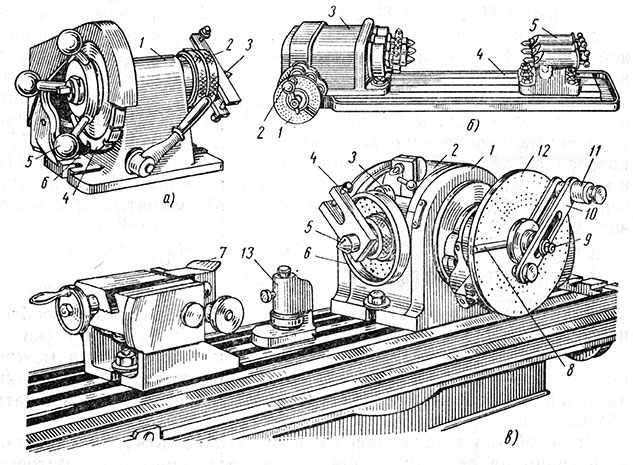
Рис. 87. Делительные головки: а - для непосредственного деления; б - многошпиндельная; в - универсальная
Делительная головка для непосредственного деления (рис. 87, а) отличается простотой конструкции и легкостью управления. В корпусе 1 расположен шпиндель, на переднем конце которого нарезана резьба для навертывания кулачкового зажимного патрона или поводка 2. В конусное отверстие шпинделя вставляется центр 3. На заднем конце шпинделя закрепляется делительный диск (лимб) 4, имеющий на окружности определенное число пазов 6. Пружинная защелка, связанная с корпусом 1 головки, входит в один из пазов делительного диска 4, чем фиксируется положение шпинделя головки. Непосредственный поворот шпинделя с заготовкой производится рукояткой 5.
Угол поворота шпинделя для деления на одну часть определяется из формулы

где р - число пазов, на которое необходимо повернуть делительный диск;
q - число пазов на окружности диска;
z - число частей, на которое производится деление.
Рассмотренная делительная головка дает ограниченное количество возможных делений, зависящее от количества пазов на делительном диске.
Многошпиндельная делительная головка (рис. 87, б) позволяет производить деление одновременно на нескольких заготовках, которые затем одновременно и фрезеруют. Заготовки закрепляют в центрах головки 3 и задней бабки 5, установленных на столе станка 4. Поворот всех шпинделей с заготовками осуществляется рукояткой 2, а угол поворота отсчитывают по отверстиям, расположенным на концентрических окружностях лимба 1.
С помощью универсальной делительной головки (рис. 87, в) можно выполнять непосредственное, простое и сложное деление, фрезеровать винтовые поверхности. Заготовка закрепляется в центрах делительной головки 5 и задней бабки 7 и при необходимости (фрезерование тонких и длинных заготовок) поджимается домкратом 13. От шпинделя делительной головки вращение заготовке передается через хомутик и поводок 4. Для непосредственного деления служит делительный диск 6, который фиксируется защелкой 3. На этом диске имеются три ряда отверстий 24, 30 и 36, расположенных на трех концентрических окружностях. При простом делении поворот шпинделя осуществляется вращением рукоятки 10 и валика 9 через цилиндрическую и червячную пару. Поворот рукоятки отсчитывают по отверстиям неподвижного делительного диска 12 с последующей фиксацией рукоятки защелкой 11, входящей в соответствующее отверстие диска. На этом диске имеется 22 ряда несквозных отверстий (с равномерным расположением по концентрическим окружностям), а именно: с одной стороны 24, 25, 28, 30, 34, 37, 38, 39, 41, 42 и 43 отверстия, а с другой стороны 46, 47, 49, 51, 53, 54, 57, 58, 59, 62 и 66 отверстий. Количество отверстий, соответствующее углу поворота рукоятки 10, ограничивается линейками раздвижного сектора 8. Вращением поворотной части 2 относительно корпуса 1 можно установить шпиндель делительной головки и деталь, закрепленную в патроне, под некоторым углом к плоскости стола (фрезерование деталей пирамидальной формы и конических зубчатых колес). Непосредственное деление (рис. 88, а) производится одновременным поворотом диска 8 и шпинделя 3 с последующей фиксацией штифтом 9, входящим в отверстие диска 8. В этом случае необходимо поворотом валика 12 и опоры 13 расцепить червяк 15 с червячным колесом 16.
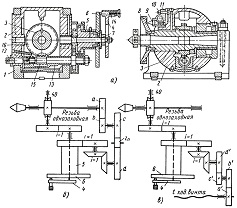
Рис. 88. Универсальная делительная головка: а - конструктивные разрезы; б - схема настройки делительной головки на сложное деление; в - схема настройки для фрезерования винтовых канавок: 1 - корпус; 2 - поворотная часть; 3 - шпиндель; 4 - рукоятка; 5 - ступица зубчатого колеса; 6 - лимб; 7 - валик; 8 - диск; 9 и 14 - фиксирующие штифты; 10 - болт; 11 - обойма; 12 - валик; 13 - опора; 15 - червяк; 16 - червячное колесо
При простом делении шпиндель поворачивают вращением рукоятки 4 через цилиндрическую пару зубчатых колес с i = 1 и червячную пару с  Пружинный штифт 14, фиксирующий рукоятку 4, может быть введен в любое отверстие неподвижного лимба 6. Для этого в рукоятке 4 предусмотрен паз, позволяющий устанавливать ее радиально относительно валика 7, на конце которого она и закрепляется. Радиальным смещением рукоятки можно установить пружинный штифт 14 против желаемого кругового ряда отверстий лимба 6. Одному обороту шпинделя 3, на котором закреплено червячное колесо 16, соответствует 40 оборотов рукоятки 4. Из этого соотношения между угловыми скоростями шпинделя и рукоятки исходят при настройке делительной головки на простое деление.
Пружинный штифт 14, фиксирующий рукоятку 4, может быть введен в любое отверстие неподвижного лимба 6. Для этого в рукоятке 4 предусмотрен паз, позволяющий устанавливать ее радиально относительно валика 7, на конце которого она и закрепляется. Радиальным смещением рукоятки можно установить пружинный штифт 14 против желаемого кругового ряда отверстий лимба 6. Одному обороту шпинделя 3, на котором закреплено червячное колесо 16, соответствует 40 оборотов рукоятки 4. Из этого соотношения между угловыми скоростями шпинделя и рукоятки исходят при настройке делительной головки на простое деление.
Пусть требуется разделить заготовку на z частей, например, при фрезеровании зубчатого колеса с z зубьями. После фрезерования каждой из впадин необходимо повернуть шпиндель на  оборота, а рукоятку 4 соответственно на
оборота, а рукоятку 4 соответственно на  оборотов.
оборотов.
Если z<40, то
где а - число полных оборотов рукоятки 4;
р - число отверстий, на которое нужно повернуть рукоятку сверх числа полных оборотов;
q - число отверстий в ряде лимба 6> по которому производится отсчет.
Пример. Настроить делительную головку для нарезания зубчатого колеса с z = 23. Угол поворота рукоятки  На лимбе нет ряда с g = 23, поэтому используем ряд с g = 46. Тогда
На лимбе нет ряда с g = 23, поэтому используем ряд с g = 46. Тогда  Таким образом, в нашем случае а = 1; q = 46; р = 34.
Таким образом, в нашем случае а = 1; q = 46; р = 34.
В тех случаях, когда нельзя произвести необходимый поворот заготовки простым делением, применяют сложный (дифференциальный) метод деления
При сложном делении (рис. 88, б) шпиндель делительной головки связывают с лимбом 6 посредством гитары сменных зубчатых колес: a, b, c, d и пары конических и цилиндрических зубчатых колес (лимб 6 привернут к ступице колеса 5). Тогда вращение рукоятки 4, кроме поворота шпинделя, вызовет одновременное вращение лимба (лимб освобожден от корпуса головки). Требуемый поворот рукоятки будет представлять собой алгебраическую сумму поворота рукоятки относительно лимба и поворота самого лимба.
Передаточное отношение от шпинделя к лимбу
Угол поворота рукоятки относительно лимба
где z0 - задаваемое число, которое удобно взять близким к z, но сокращающимся с числом 40.
Общий угол поворота рукоятки  (± означает, что лимб должен вращаться, обгоняя рукоятку, когда принято z0>z, и навстречу, когда z0<z). Из этого выражения можно определить передаточное отношение гитары сменных зубчатых колес:
(± означает, что лимб должен вращаться, обгоняя рукоятку, когда принято z0>z, и навстречу, когда z0<z). Из этого выражения можно определить передаточное отношение гитары сменных зубчатых колес:

Изменение направления вращения лимба 6 производится установкой промежуточного колеса zn. К универсальным делительным головкам имеется набор сменных зубчатых колес с числом зубьев: 25 (два колеса) -30-35-40-50-55-60-80-90-100.
Пример. Настроить делительную головку на нарезание зубчатого колеса с числом зубьев z = 79.
Простым делением разделить заготовку на такое число невозможно. Воспользуемся сложным делением, для чего принимаем z0 = 80. Угол поворота рукоятки  ; поворот рукоятки можно производить по любому ряду с четным числом отверстий. Передаточное отношение сменных зубчатых колес
; поворот рукоятки можно производить по любому ряду с четным числом отверстий. Передаточное отношение сменных зубчатых колес

Для обеспечения зацепления выбираем из указанного набора зубчатые колеса
(условие сцепляемости выполнено).
Оптические делительные головки предназначены для точного отсчета углов, главным образом в тех случаях, когда углы поворота различны по величине. Оптические головки применяют для деления, нанесения шкал и для контроля изготовленных деталей. Конструкция оптической головки аналогична конструкции универсальной делительной головки (рис. 88). На шпинделе оптической головки закреплен стеклянный диск, на окружности которого нанесена шкала, имеющая 360 делений (градусов). При вращении шпинделя вместе с ним вращается диск, указывающий угол поворота в градусах. В поле зрения микроскопа видна часть освещенного стеклянного диска с делениями и соответствующими цифрами и пластинка с шестьюдесятью делениями, предназначенными для отсчета минут. Точность отсчета на оптических делительных головках 0,25-0,5 мин.
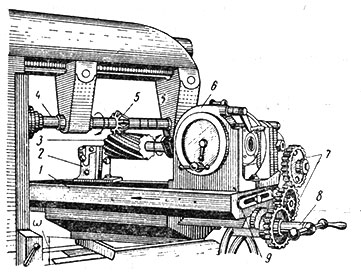
Рис. 89. Схема фрезерования винтовых поверхностей
При фрезеровании винтовых поверхностей (канавок) заготовке необходимо обеспечить одновременное непрерывное вращение и продольное перемещение. Для этого делительную головку 6 (рис. 89) и заднюю бабку 2 устанавливают на стол универсально-фрезерного станка 1. Стол должен быть повернут на угол со, равный углу наклона винтовой линии стружечных канавок обрабатываемой фрезы 3. Фасонную фрезу 5 соответствующего профиля закрепляют на оправке 4. Сменными зубчатыми колесами 7 гитары 9 шпиндель делительной головки соединяют с ходовым винтом станка 8.
На рис. 88, б дана схема настройки делительной головки на фрезерование винтовых канавок. При включении механической продольной подачи стола вращающийся ходовой винт сообщит непрерывное вращательное движение шпинделю* делительной головки с заготовкой, т. е. обеспечены условия образования винтовой поверхности. Настройка заключается в подборе сменных зубчатых колес а', b', c', d'.
* (Лимб 6 освобожден от корпуса головки и, непрерывно вращаясь, ведет рукоятку 4, которая передает движение шпинделю.)
Если обозначить шаг нарезаемой винтовой канавки через Е, а шаг ходового винта через tх.в, то за nш оборотов шпинделя делительной головки продольные пути заготовки и ходового винта должны быть равны

разделив обе части равенства на число оборотов ходового винта nх.в, получим
а так как  - передаточное отношение от ходового винта к шпинделю, то
- передаточное отношение от ходового винта к шпинделю, то

откуда
Обычно величина шага Т не дается в чертежах деталей, а поэтому для его определения пользуются выражением
где D - наружный диаметр детали;
ω - угол наклона винтовой линии фрезеруемой канавки.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'