§ 16. Фрезерные станки
К группе фрезерных станков относятся: горизонтально-фрезерные; вертикально-фрезерные; универсально-фрезерные; продольно-фрезерные; фрезерные станки непрерывного действия (карусельные и барабанные); резьбофрезерные; копировально-фрезерные; специальные.
Горизонтально-, вертикально- и универсально-фрезерные станки предназначены для выполнения разнообразных работ различными типами фрез, причем большими технологическими возможностями обладают универсально-фрезерные станки. У горизонтально-фрезерных станков ось шпинделя станка и фрезы расположена горизонтально, а у вертикально-фрезерных вертикально.
Продольно-фрезерные станки служат для обработки плоскостей и линейчатых фасонных поверхностей торцовыми или цилиндрическими фрезами на крупногабаритных заготовках. Станки эти, как правило, многошпиндельные со столом значительной длины (до 10 м), имеющим продольную рабочую и ускоренную подачи.
Карусельно- и барабанно-фрезерные станки используют для непрерывной обработки плоскостей заготовок торцовыми фрезами. Заготовки, установленные на непрерывно медленно вращающийся стол или барабан, подходят к фрезам для снятия припуска и после обработки снимаются со станка. Вспомогательное время на установку заготовки, ее закрепление и снятие детали со станка полностью перекрывается машинным временем.
Резьбофрезерные станки предназначены для фрезерования резьбы специальными резьбовыми фрезерами.
Копировально-фрезерные станки применяют для обработки фасонных деталей по копирам, изготовляемым из металлов, цемента, гипса и дерева.
Специальные фрезерные станки используют для выполнения специальных фрезерных работ (фрезерование шпоночных пазов, плоских и барабанных кулачков и др.).
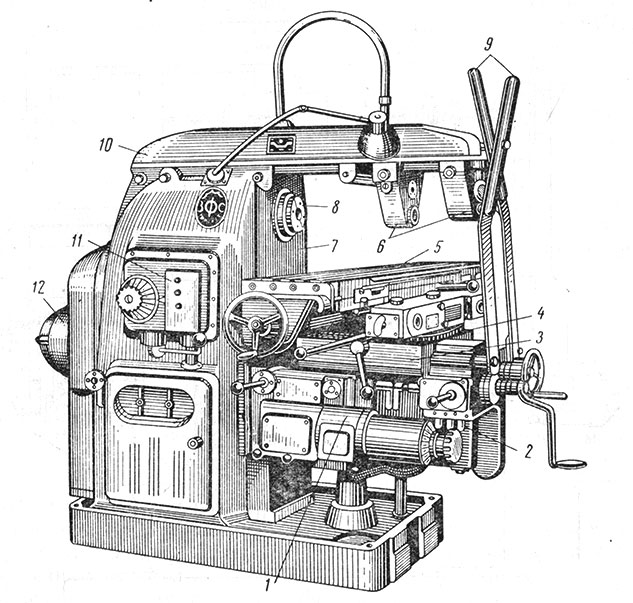
Рис. 85. Универсально-фрезерный станок
На рис. 85 представлен универсально-фрезерный станок. В станине 7 коробчатой формы смонтированы: электродвигатель главного движения 12, коробка скоростей 11, шпиндель 8. Хобот 10, на котором располагаются подвески 6, перемещается по верхним направляющим станины (направляющие типа "ласточкин хвост") и жестко закрепляется в нужном положении. Консоль 2, несущая поперечные салазки 3, поворотную часть стола 4 и продольный стол 5, может перемещаться по вертикали по направляющим станины 7. В консоли 2 смонтированы электродвигатель рабочих и ускоренных подач стола и коробка подач. При необходимости (работа на тяжелых режимах) увеличивают жесткость узла консоли 2, соединив ее с хоботом 10 посредством планок 9. В основании 1 расположен резервуар с охлаждающей жидкостью.
Обрабатываемая заготовка, закрепляемая в зажимном приспособлении, установленном на столе 5 (заготовки крупных размеров устанавливаются непосредственно на столе), может перемещаться в трех направлениях: продольном, поперечном и вертикальном. Цилиндрическую оправку, на которой закрепляют фрезу, устанавливают и закрепляют одним концом в конусном отверстии шпинделя 8; другой конец оправки поддерживается одной или двумя подвесками 6 (опорные подшипники). Фреза имеет непрерывное вращательное движение, скорость которого регулируется коробкой скоростей 11.
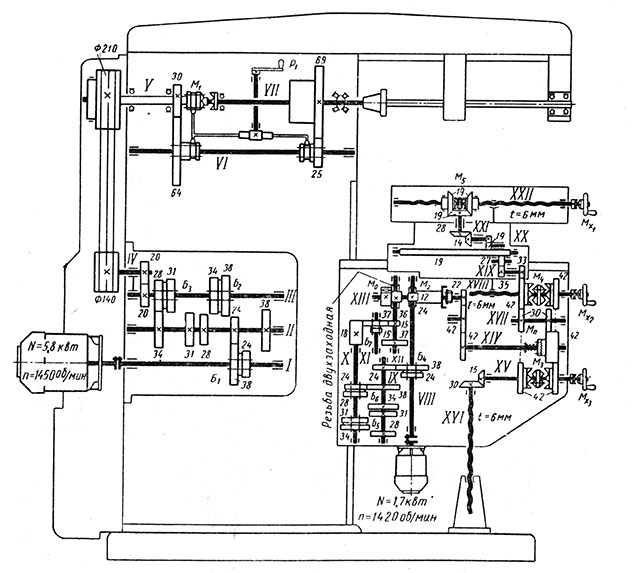
Рис. 86. Кинематическая схема универсально-фрезерного станка мод. 6Н81
На рис. 86 дана кинематическая схема универсально-фрезерного станка мод. 6Н81. Станок предназначен для фрезерования разнообразных деталей относительно небольших размеров различными фрезами. У станка имеется поворотный стол, что дает возможность с помощью приспособления - делительной головки - фрезеровать винтовые канавки зубчатых колес и режущих инструментов. В станке имеется устройство для автоматического устранения зазора между ходовым винтом стола и двумя маточными гайками, что дает возможность успешного фрезерования по подаче.
Движение резания осуществляется шпинделем VII от фланцевого электродвигателя (N = 5,8 квт; n = 1450 об/мин) посредством восьмиступенчатой коробки скоростей (блоки Б1-Б3), клиноременной передачи (D1 = 140 мм; D2 = 210 мм) и муфты М1, соединяющей вал V со шпинделем VII. Этой кинематической цепью шпинделю сообщается восемь чисел оборотов (верхний диапазон 355-1800 об/мин). При выключении муфты М1 (поворотом рукоятки Р1) зубчатые колеса 64-30 и 25-69 входят в зацепление, шпинделю передается движение от вала V через зубчатые колеса 30-64, вал VI и зубчатые колеса 25-69. Удлинением кинематической цепи уменьшается число оборотов шпинделя и ему сообщается еще восемь чисел оборотов (нижний диапазон 60-300 об/мин). Массивное зубчатое колесо с z = 69, расположенное на шпинделе станка, играет роль маховика и обеспечивает ему более равномерное вращение.
Движение подач осуществляются от отдельного фланцевого электродвигателя (N = 1,7 квт; n = 1420 об/мин). Блоки Б4-Б7 коробки подач обеспечивают 16 различных продольных, поперечных и вертикальных подач, которые могут осуществляться в двух направлениях соответственным включением реверсивных муфт М5, М4 и М3 (штриховыми линиями показано постоянное зацепление зубчатых колес 42-30, сидящих на валах XV и XVII, а также колес 42-42, расположенных на валу XIV и ходовом винте XVIII. Ручная подача стола, поперечных салазок, и консоли производится маховичками MX1, MX2 и МX3, а их ускоренные перемещения с постоянной скоростью осуществляются при включении фрикционной муфты М2. В этом случае вращение от электродвигателя через вал VIII, винтовые зубчатые колеса 12-24 передается непосредственно валу XIII (минуя коробку подач) и далее через цепи рабочих подач ходовым винтам XVI, XVIII, XXII. Включение ускоренных перемещений возможно посредством муфты обгона М0, которая автоматически расцепляет быстровращающийся вал XIII и корпус червячного колеса 36 (при осуществлении рабочей подачи червячное колесо 36 через муфту обгона М0 захватывает и ведет вал XIII).
Фрезерные станки с ЧПУ - kbparus.ru
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'