§ 11. Токарно-револьверные станки
Токарно-револьверные станки отличаются от токарных наличием поворотной револьверной головки, в которой имеются гнезда для закрепления державок с режущими инструментами. На револьверных станках можно установить до 25-30 режущих инструментов, что дает возможность изготовлять на них сложные многоповерхностные детали. При каждом повороте револьверной головки нужные режущие инструменты последовательно устанавливаются в рабочее положение.
Револьверные станки могут налаживаться на изготовление деталей из прутков (пруток, рассчитанный на определенное количество деталей, пропускается через сквозное отверстие в шпинделе станка и закрепляется в цанговом или кулачковом патроне) или из единичных заготовок (детали крупных габаритов).
Наладка револьверных станков сложна и довольно трудоемка, поэтому эти станки выгодно использовать в серийном производстве, когда детали изготовляют партиями (сериями).
Револьверные станки бывают с вертикальной и с горизонтальной осью вращения револьверной головки.
У станков первого типа револьверная головка представляет собой правильную шестиугольную призму, имеющую только продольную подачу. Для подрезания торцов, выточки радиальных канавок и отрезки деталей у этих станков предусмотрен поперечный суппорт.
У станков второго типа револьверная головка имеет форму диска. Все работы выполняют только инструментами револьверной головки, которая имеет продольную и круговую подачи (последняя заменяет поперечную подачу). Поперечного суппорта такие станки не имеют.
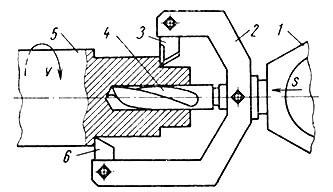
Рис. 42. Схема работы комбинированной револьверной державки: 1 - револьверная головка; 2 - державка; 3 и 6 - резцы; 4 - сверло; 5 - пруток
По сравнению с токарными станками револьверные станки имеют следующие преимущества:
- сокращается машинное время в результате совмещения работы нескольких инструментов, закрепленных в одной комбинированной державке (на рис. 42 комбинированная державка дает возможность совместить сверление отверстия и точение двух цилиндрических поверхностей), а также повышения режимов резания (длительность работы каждого из режущих инструментов составляет не более 10-15% общего машинного времени на изготовление детали);
- сокращается вспомогательное время на установку инструментов в рабочее положение, заключающееся в быстром повороте и фиксировании револьверной головки;
- сокращается до минимума время на измерения обработанных поверхностей, так как все инструменты налажены на определенные диаметральные размеры, а линейные размеры обеспечиваются переналаживаемыми жесткими упорами;
- работа на налаженном станке облегчает его обслуживание и не требует высокой квалификации станочника.
Перечисленные преимущества револьверных станков обеспечивают их значительно большую производительность, чем токарных.
Револьверный станок мод. 1336М предназначен главным образом для обработки втулок, колец, резьбовых деталей, относительно коротких валиков и других деталей из прутков (круглых, квадратных, шестигранных).
На станке также можно изготовлять детали из единичных заготовок с зажимом в кулачковом патроне или специальном приспособлении.
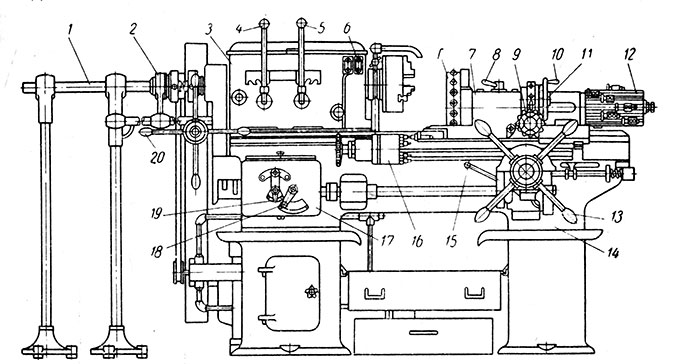
Рис. 43. Токарно-револьверный станок мод. 1336М: 1 - направляющая труба; 2 - механизм подачи прутка; 3 - передняя бабка; 4, 5 - рукоятки управления коробкой скоростей; 6 - кнопочная станция; 7 - револьверный суппорт; 8 - рукоятка реверсирования круговой подачи; 9 - маховичок ручной подачи револьверной головки; 10 - маховичок поворота револьверной головки; 11 - звездочка для включения и выключения механической круговой подачи; 12 - барабан упоров; 13 - штурвал ручного продольного перемещения револьверного суппорта; 14 - станина; 15 - рукоятка включения механической продольной подачи револьверного суппорта; 16 - барабан ручных упоров; 17 - коробка подач; 18 и 19 - рукоятки управления коробкой подач; 20 - штурвал подачи прутка
Прутковый материал проходит через направляющую трубу 1 (рис. 43), шпиндель и зажимается в цанговом или кулачковом патроне. Подача прутка до упора, установленного в револьверной головке, производится вручную штурвалом 20 и механизмом подачи 2.
Вручную также производится подвод и отвод револьверного суппорта 7, поворот револьверной головки Г в каждое новое рабочее положение и ее фиксация*.
* (Фиксация - временное скрепление частей или узлов станка (машины) в заданном положении с помощью специальных устройств - фиксаторов.)
Станок имеет круглую револьверную головку (16 инструментных гнезд) с горизонтальной осью вращения, расположенной параллельно оси шпинделя.
Каждый из режущих инструментов налаживается на обработку одной или нескольких, одновременно обрабатываемых промежуточных или окончательных поверхностей с определенными диаметральными и линейными размерами.
На одном валу с револьверной головкой жестко закреплен барабан упоров 12 (16 регулируемых упоров). Каждому гнезду револьверной головки соответствует упор, выключающий механическую подачу. Если удобно вести обработку с ручной подачей (короткие проходы), то линейные размеры ограничивают упорами барабана 16, поворачиваемого вручную.
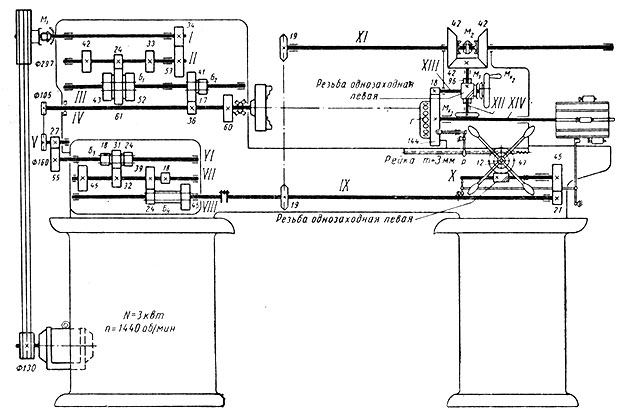
Рис. 44. Кинематическая схема токарно-револьверного станка мод. 1336М
Движение резания (рис. 44) осуществляется шпинделем станка IV от приводного электродвигателя (N = 3 квт; n = 1440 об/мин) через клиноременную передачу (D1 = 130 мм; D2 = 297 мм) и коробку скоростей. Дисковая фрикционная муфта М1 включает коробку скоростей и шпиндель (перемещение муфты влево).
Для быстрой остановки шпинделя муфта М1 перемещается вправо, включая конический тормоз. Через пару сменных зубчатых колес 34-53 и передвижные блоки Б1 и Б2 шпиндель получает 12 чисел оборотов (2x3x2 = 12), но из них четыре скорости совпадают по величине.
Движение подач осуществляется от шпинделя IV через клиноременную передачу (D1 = 105 мм; D2 = 160 мм); колеса 27-55 и коробку подач. Валу VIII сообщается шесть различных чисел оборотов (блоки Б3 и Б4).
От вала IХ цепь подач разветвляется на цепь продольной подачи суппорта револьверной головки и цепь круговой подачи самой головки Г. Продольная подача осуществляется от вала IX через колеса - 21-45, червячную 1-47 и реечную передачи. Реечная шестерня 12, сидящая жестко на одном валу с червячным колесом 47, находится в зацеплении с рейкой модулем m = 3 мм, прикрепленной к суппорту револьверной головки.
Круговая (поперечная) подача револьверной головки осуществляется также от вала IX через цепную передачу 19-19, реверсирующий механизм 42-42-42, управляемый двусторонней муфтой М2, червячную передачу 1-96 и цилиндрические зубчатые колеса 18-144. К колесу 144 привернута револьверная головка Г.
Установочный подвод и отвод револьверной головки, а также ручная продольная подача осуществляются поворотом штурвала. Быстрый поворот револьверной головки производится маховичком МХ2, а ручная круговая подача - маховичком MX1.
Фиксация головки в рабочем положении производится фиксатором и рукояткой Р.
Для включения и выключения механической круговой подачи служит конусная фрикционная муфта М3.
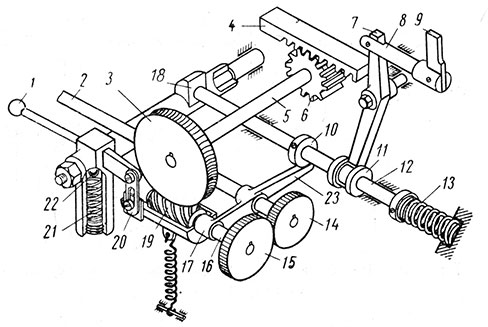
Рис. 45. Механизм падающего червяка
Выключение продольной подачи производится автоматически механизмом падающего червяка (рис. 45). При механической продольной подаче револьверной головки очередной упор, настроенный на определенный линейный размер, нажимает на собачку 9, которая переместится влево вместе с ползуном 8 и через двуплечий рычаг 7 передвинет вправо муфту 11о штангой 12.
Кольцо 10, закрепленное на штанге 12, смещаясь вправо, освободит прилив 23 откидного подшипника 17; последний вместе с червяком 19 падают. Червяк, отключившись от червячного колеса 3 (колесо 47 на рис. 44), разрывает кинематическую цепь продольной подачи (ходовой вал 2, зубчатые колеса 14-15, вал 16, червячная передача 19-3, вал 5, реечная шестерня 6, рейка 4).
Включение падающего червяка производится ручным нажимом на рукоятку 1, которая через серьгу 20 поднимает откидной подшипник 17 и вводит червяк 19 в зацепление с червячным колесом 3 (положение, указанное на рис. 45).
Штанга 12 под действием пружины 13 смещается влево, кольцо 10 фиксирует включенное положение червяка 19. Для ручного выключения падающего червяка 19 рукоятка 1 поднимается. Выступ 18 на оси рукоятки сдвинет штангу 12 и кольцо 10 вправо, червяк 19 упадет и подача выключится. Шарик 22 и пружина 21 служат для фиксации рукоятки 1 во включенном или выключенном положении.
Для работы с ручной подачей собачку 9 приводят в горизонтальное положение (поворотом по часовой стрелке). Упоры револьверной головки проходят над собачкой, не касаясь ее.
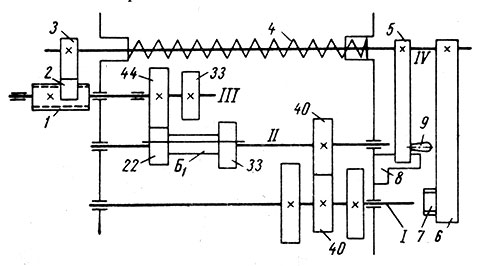
Рис. 46. Резьбонарезное устройство револьверного станка мод. 1341
Для расширения области применения револьверных станков в ряде моделей имеются резьбонарезное устройство и копировальные линейки для продольного и поперечного копирования. Резьбонарезное устройство (рис. 46) предназначено для нарезания наружных и внутренних резьб резцами и гребенками (резьбы больших диаметров и небольших шагов, которые трудно или даже невозможно нарезать метчиками и плашками).
Вал III, на котором закреплен резьбовой барабан-копир 1, связан со шпинделем I кинематической цепью с передаточным отношением

При включении цепи с i1 = 1/2 шаг нарезаемой резьбы равен
половине шага резьбы на копире. Это дает возможность значительно увеличить срок службы копира 1 и полугайки 2 при нарезании резьб с мелким шагом (t = 0,4÷0,75 мм). При среднем положении блока Б1 выключается вращение копира.
Для нарезания резьбы на заготовке, закрепленной в патроне шпинделя 1, за рукоятку 9 опускают рычаг 5 до упора винта этого рычага в планку 8. Вместе с рычагом 5 поворачиваются кронштейн 6 с суппортом 7 и рычаг 3 с полу гайкой 2,
Полу гайка 2, перемещаясь по резьбе копира 1, двигает в осевом направлении штангу IV, рычаг 5 и кронштейн 6 с суппортом 7. Этим обеспечивается продольная подача резьбового инструмента (резца или гребенки, закрепленных в суппорте) на шаг нарезаемой резьбы.
Продольная подача суппорта и нарезание резьбы происходят до тех пор, пока регулируемый винт, находящийся на рычаге 5, не упрется в сношенный упор, закрепленный на передней бабке. В результате действия упора поднимается рычаг 5, полугайка 2 также поднимается над резьбой копира 1 и штанга IV под действием пружины 4 возвращается в исходное правое положение. Резьба нарезается в несколько проходов. Перед каждым следующим проходом производится поперечная подача суппорта 7 с резьбовым инструментом.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'