§ 95. Сварка лежачим и наклонным электродами
Сварка лежачим электродом понятна из рис. 109, б. В разделку шва свариваемых деталей укладывают один или несколько электродов, длина которых обычно в два раза больше стандартных. От вытекания металла при сварке стыкового шва предохраняет медная подкладка. При сварке углового шва подкладки не требуется. Сверху электроды прижимаются к кромкам деталей медной или бронзовой колодкой. Дуга возбуждается вспомогательным электродом и затем продолжает гореть, расплавляя электрод и основной металл. Длина дуги равна толщине покрытия, составляющей 1,5 - 3 мм. Сварку лежачим электродом можно осуществлять и под слоем флюса. Сварка лежачим электродом под флюсом может применяться для выполнения как прямолинейных, так и криволинейных швов, для чего необходимы специальные приспособления.
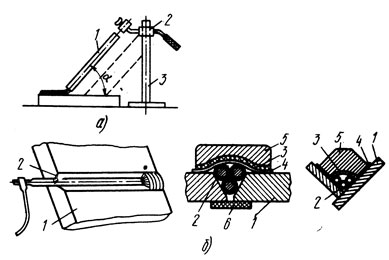
Рис. 109. Схема сварки: а - наклонным электродом; 1 - электрод, 2 - обойма, 3 - штанга; б - лежачим электродом; 1 - шов, 2 - дуга, 3 - электрод для возбуждения дуги, 4 - лежачий электрод, 5 - свариваемый металл
Схема сварки наклонным электродом представлена на рис. 109, а. Электрод опирается краем покрытия о свариваемый металл. Второй конец электрода зажат в обойме, которая во время сварки свободно опускается, скользя по штанге. Угол наклона электрода остается постоянным. Дугу возбуждают так же, как и при сварке лежачим электродом.
Производительность труда сварщика при использовании этих способов возрастает, так как один сварщик может работать на нескольких постах.
Для сварки наклонным и лежачим электродами необходимы специальные электроды. Московским опытно-сварочным заводом разработаны электроды для этого способа сварки марок ОЗС-12, ОЗС-15Н и ОЗС-17Н, близкие к типу Э-46. Электроды изготовляются диаметром 4, 5 и 6 мм, длиной от 450 до 700 мм.
1. Какие электроды называют высокопроизводительными?
2. В чем заключается сущность сварки с глубоким проплавлением?
3. Какие покрытые электроды предназначены для сварки опиранием?
4. Как выполняют сварку лежачим и наклонным электродами?
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'