§ 94. Сварка с глубоким проплавлением
Этот вид сварки еще называют также сваркой опиранием. Для сварки применяют электроды с увеличенной толщиной покрытия. Стальной стержень электрода плавится несколько быстрее покрытия, в результате чего на конце электрода из покрытия образуется втулка (козырек). Опирая втулку электрода на поверхность изделия, сварщик перемещает дугу вдоль шва, Образующиеся при плавлении покрытия газы своим давлением вытесняют жидкий металл, образуя валик. При этом изделие проплавляется на большую глубину, чем при сварке электродом на весу. Объем наплавленного металла в сварном шве значительно уменьшается без снижения прочности шва. Этот способ сварки позволяет уменьшать глубину разделки кромок и сваривать металл значительной толщины без разделки кромок с большой скоростью. Сварку выполняют без колебательных поперечных движений электрода.
Техника сварки опиранием заключается в том, что после зажигания дуги сварщик устанавливает электрод под углом 70 - 80° к плоскости изделия в сторону его движения. Нажимая на электрод, сварщик перемещает его вдоль шва.
Способ сварки опиранием особенно целесообразно применять при выполнении угловых швов в положении "в лодочку", используя для этого электроды ОЗС-3 и подобных им марок. Кроме увеличения производительности при сварке опиранием получается высокое качество металла шва.
Примерные режимы сварки опиранием приведены в табл. 49.
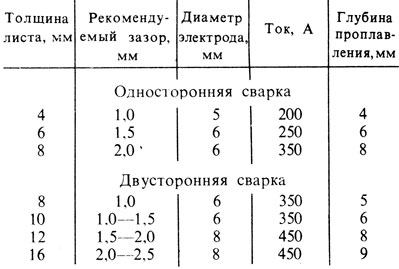
49. Режимы сварки опиранием стыковых соединений без скоса кромок электродами ОЗС-3
Сварку опиранием в вертикальном положении по направлению сверху вниз можно выполнять электродами марки АНО-9. При наложении угловых швов с катетом 8 мм применяют электроды диаметром 4 мм; скорость сварки составляет 10 м/ч, что в два раза больше скорости сварки электродами УОНИИ-13/55 диаметром 5 мм.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'