Глава XXI. Источники питания сварочной дуги
§ 96. Основные требования к источникам питания дуги
Электрическая сварочная дуга представляет собой такой вид нагрузки, который отличается от других потребителей электроэнергии тем, что для зажигания дуги требуется напряжение значительно выше, чем для поддержания ее горения; дуга горит с перерывами, во время которых электрическая цепь либо разрывается, либо происходит короткое замыкание. Во время горения дуги напряжение ее меняется с изменением длины дуги, следовательно, меняется и сила сварочного тока. При коротком замыкании (в моменты зажигания дуги и перехода капли расплавленного металла на изделие) напряжение между электродом и изделием падает до нуля.
Эти особенности дуги обусловливают следующие требования, предъявляемые к источникам питания (для ручной дуговой сварки):
1. Напряжение холостого хода должно быть в 2 - 3 раза выше напряжения дуги. Это необходимо для легкого зажигания дуги; в то же время оно должно быть безопасным для сварщика при условии выполнения им необходимых правил. Напряжение холостого хода обычно равно 50 - 70 В. ГОСТ устанавливает максимальное напряжение холостого хода не более 80 В для источников питания переменного тока и 90 В - постоянного тока.
2. Сила тока при коротком замыкании должна быть ограничена. Нормальный процесс дуговой сварки обеспечивается, если
где Iк.з - сила тока короткого замыкания;
Iсв - сила сварочного тока.
В некоторых случаях это отношение может достигать 2.
3. Изменения напряжения дуги, происходящие вследствие изменения ее длины, не должны вызывать существенного изменения силы сварочного тока, а следовательно, изменения теплового режима сварки.
4. Время восстановления напряжения от 0 до 25 В после короткого замыкания не должно превышать 0,05 с, что обеспечивает устойчивость дуги.
5. Источник питания должен иметь устройство для регулирования силы сварочного тока. Пределы регулирования тока должны быть (приблизительно) от 30 до 130% к номинальному сварочному току. Это необходимо для того, чтобы от одного источника питания производить сварку электродами разных диаметров.
Требования к источникам, предназначенным для питания других процессов сварки, отличаются от приведенных выше. Например, в источниках питания для полуавтоматической сварки в защитных газах напряжение холостого хода должно практически равняться напряжению дуги.
Выбор источника питания зависит от вида вольт-амперной характеристики сварочной дуги (см. гл. III).
Внешней вольт-амперной характеристикой источника питания называется зависимость напряжения на клеммах источника от величины сварочного тока (рис. 110).
Источники питания могут иметь следующие виды внешних характеристик: крутопадающую (1), пологопадающую (2), жесткую (3) и возрастающую (4) (рис. 110). Крутопадающая характеристика применима для ручной дуговой сварки, пологопадающая - для автоматической и полуавтоматической сварки под флюсом, жесткая и возрастающая - для сварки в защитных газах.
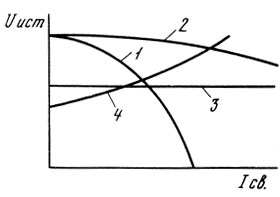
Рис. 110. Виды внешних вольт-амперных характеристик источников питания дуги: 1 - крутопадающая, 2 - пологопадающая, 3 - жесткая, 4 - возрастающая
Устойчивое горение дуги возможно при условии пересечения ее статической характеристики с внешней характеристикой источника, т. е, когда Uдуги=Uист.
На рис. 111 показана крутопадающая внешняя характеристика источника питания и пересекающаяся с ней статическая характеристика дуги длиной L1. Точка А характеризует устойчивое горение дуги, так как Uдуги=Uист. В случае уменьшения сварочного тока напряжение источника, как видно из графика, станет больше напряжения дуги (точка 5); при этом токе устойчивой была бы дуга длиной L2. Ток увеличится до того значения, которое он имел в точке А. При увеличении сварочного тока напряжение источника станет меньше напряжения дуги (точка С), поэтому ток уменьшится до первоначального значения (точка А).
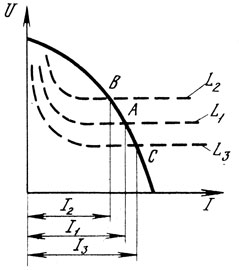
Рис. 111. Статистические характеристики дуги длиною L1, L2 и L3
Для устойчивого горения дуги, имеющей возрастающую статическую характеристику, требуется жесткая характеристика источника питания.
Динамическая характеристика источника питания. Источник питания дуги должен быстро реагировать на изменение тока и напряжения в дуге, происходящее в процессе плавления электрода; это выражается временем восстановления напряжения от нулевого значения в момент короткого замыкания до напряжения повторного зажигания дуги. Это время и есть динамическая характеристика источника. Оно не должно превышать 0,05 с на 25 В. Динамические свойства источника питания в основном определяются взаимной индуктивностью обмоток возбуждения, качеством сердечника и обмоток трансформатора. Повышенные динамические свойства источника питания обеспечивают спокойный перенос электродного металла, уменьшение разбрызгивания металла и шлака при сварке и улучшение качества шва.
Режим работы источника питания. Работа источника питания обычно происходит с чередующимися включениями и выключениями нагрузки (например, во время смены электрода, очистки шва от шлака, переходах и т. д.) и характеризуется продолжительностью работы (ПР) или продолжительностью включения (ПВ). Это позволяет допускать временную перегрузку источника. Обе эти величины выражаются в процентах:

где tсв - время сварки, tx.x - время холостого хода, tп - время паузы.
Практически ПР=ПВ. Для расчета ПР или ПВ берется время цикла сварки tц=tсв+tx.x=tсв+tп=5 мин (иногда принимают t=10 мин).
Как правило, для ручной сварки tсв=3 мин, tп=2 мин.
В паспорте каждого источника питания указывается величина номинального сварочного тока (Iн) и номинальное значение продолжительности работы ПРн (или ПВн). Номинальный (расчетный) ток определяется допустимым нагревом основных частей источника. Максимально допустимый сварочный ток определяется по формуле
где ПРд - допустимое значение ПР.
Пользуясь этой формулой, можно всегда правильно использовать источник без перегрузки (без перегрева).
Пример 1. Определить допустимый сварочный ток для источника, в паспорте которого приведены Iн=500 А и ПРн=65%, если источник работает непрерывно более 10 мин, т. е. ПР=100 %.

Таким образом, данный источник питания может работать непрерывно при сварочном токе не более 400 А.
Пример 2. Определить допустимый ЯРД сварочного трансформатора при токе 1200 А, если по паспорту Iн= 1000 А и ПРн=75%. Из приведенной выше формулы:

Данный трансформатор можно применять для сварки током 1200 А, но при ПР не более 52%.
Величина номинальных токов в источниках питания. В соответствии с ГОСТ 10594 - 74 оборудование для дуговой сварки должно изготавливаться на номинальные токи: 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250; 1600; 2000; 2500; 3150; 4000; 5000 А.
Для ручной и полуавтоматической сварки обычно пользуются источниками с номинальным током до 500 А.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'