17. Химическое никелирование
Свойства и области применения покрытия. Основой процесса химического никелирования является реакция восстановления никеля из водных растворов его солей гипофосфитом натрия. Промышленное применение получили способы осаждения никеля из щелочных и кислых растворов. Осажденное покрытие имеет полублестящий металлический вид, мелкокристаллическую структуру и является сплавом никеля с фосфором. Содержание фосфора в осадке зависит от состава раствора и колеблется от 4-6% для щелочных до 8-10% для кислых растворов.
В соответствии с содержанием фосфора изменяются и физические константы никельфосфорного осадка. Удельный вес его равен 7,82-7,88 г/см3, температура плавления 890-1200°, удельное электрическое сопротивление составляет 0,60 ом·мм2/м. После термообработки при 300-400° твердость никельфосфорного покрытия возрастает до 900-1000 кГ/мм2. При этом многократно возрастает и прочность сцепления.
Указанные свойства никельфосфорного покрытия определяют и его области применения.
Его целесообразно применять для покрытия деталей сложного профиля, внутренней поверхности трубок и змеевиков, для равномерного покрытия деталей с весьма точными размерами, для повышения износостойкости трущихся поверхностей и деталей, подвергающихся температурным воздействиям, например, для покрытия пресс-форм.
Никельфосфорному покрытию подвергаются детали из черных металлов, меди, алюминия и никеля.
Этот метод непригоден для осаждения никеля на таких металлах или покрытиях, как свинец, цинк, кадмий и олово.
Осаждение никеля из щелочных растворов. Щелочные растворы характеризуются высокой устойчивостью, простотой корректировки, отсутствием склонности к бурному и мгновенному выпадению порошкообразного никеля (явление саморазряда) и возможностью их длительной эксплуатации без замены.
Из многочисленных составов следует рекомендовать проверенный в производственных условиях раствор, содержащий следующие компоненты:
Скорость осаждения никеля составляет 8-10 мк/час. Процесс идет с интенсивным выделением водорода на поверхности Деталей.
Составление раствора заключается в растворении каждого из компонентов в отдельности, после чего их сливают вместе в рабочую ванну, за исключением гипофосфита натрия. Его приливают лишь тогда, когда раствор нагрет до рабочей температуры и детали подготовлены к покрытию.
Подготовка поверхности стальных деталей к покрытию не имеет специфических особенностей.
После подогрева раствора до рабочей температуры его корректируют 25-процентным раствором аммиака до устойчивого синего цвета, приливают раствор гипофосфита натрия, завешивают детали и приступают к покрытию без предварительной проработки. Корректировку раствора производят главным образом аммиаком и гипофосфитом натрия. При большом объеме ванны никелирования и высокой удельной загрузке деталей корректировку раствора аммиаком осуществляют непосредственно от баллона с газообразным аммиаком, с непрерывной подачей газа к дну ванны посредством резиновой трубки.
Раствор гипофосфита натрия для удобства корректировки готовят с концентрацией 400-500 г/л.
Раствор хлористого никеля обычно готовят для корректировки совместно с хлористым аммонием и лимоннокислым натрием. Для этой цели наиболее целесообразно пользоваться раствором, содержащим 150 г/л хлористого никеля, 150 г/л хлористого аммония и 50 г/л лимоннокислого натрия.
Удельный расход гипофосфита натрия на 1 дм2 поверхности покрытия, при толщине слоя 10 мк, составляет около 4,5 г, а никеля, в пересчете на металл, - около 0,9 г.
Основные неполадки при химическом осаждении никеля из щелочных растворов приведены в табл. 8.
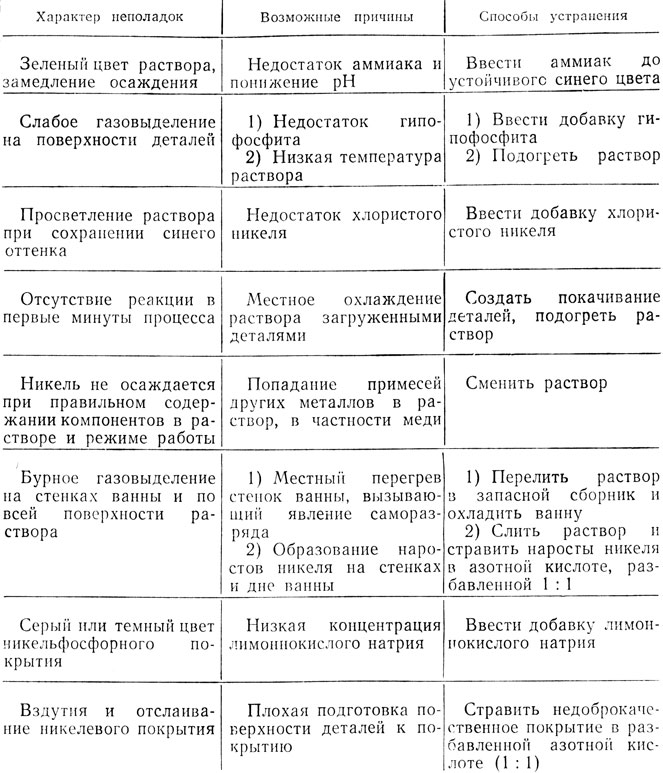
Таблица 8. Неполадки, их причины и способы устранения
Осаждение никеля из кислых растворов. В отличие от щелочных кислые растворы характеризуются большим разнообразием добавок к растворам солей никеля и гипофосфита. Так, для этой цели могут применяться уксуснокислый натрий, янтарная, винная и молочная кислоты, трилон Б и прочие органические соединения. Из числа многих составов ниже приведен раствор со следующим составом и режимом осаждения:

Величину рН следует корректировать 2-процентным раствором едкого натра. Скорость осаждения никеля составляет 8-10 мк/час.
Перегрев раствора выше 95° может привести к саморазряду никеля с мгновенным выпадением темного губчатого осадка и выплескиванием раствора из ванны.
Корректировку раствора по концентрации входящих в него компонентов производят лишь до накопления в нем 55 г/л фосфита натрия NaH2PО3, после чего из раствора может выпадать фосфит никеля. По достижении указанной концентрации фосфита никелевый раствор сливают и заменяют новым.
Термообработка. В тех случаях, когда никель наносят с целью увеличения поверхностной твердости и износостойкости, детали подвергают термообработке. При высоких температурах никельфосфорный осадок образует химическое соединение, что обусловливает резкое повышение его твердости.
Изменение микротвердости в зависимости от температуры нагрева приведено на фиг. 13. Как видно из диаграммы, наибольшее повышение твердости имеет место в диапазоне температур 400-500°. При выборе температурного режима следует учитывать, что для ряда сталей, прошедших закалку или нормализацию, высокие температуры не всегда допустимы. Кроме того, термообработка, проводящаяся в воздушной среде, вызывает появление цветов побежалости на поверхности деталей, переходящих от золотисто-желтого цвета до фиолетового. По этим причинам температуру нагрева часто ограничивают в пределах 350-380°. Необходимо также, чтобы никелированные поверхности перед укладкой в печь были чистыми, так как всякие загрязнения выявляются после термообработки весьма интенсивно и удаление их возможно лишь полировкой. Продолжительность нагрева в 40-60 мин. является достаточной.
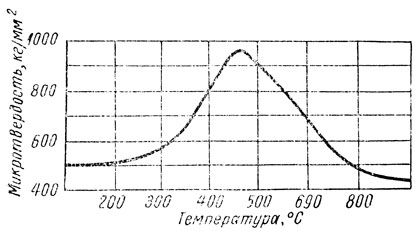
Фиг. 13. Изменение твердости никельфосфорного покрытия в зависимости от температуры термообработки
Оборудование и оснастка. Основной задачей при изготовлении оборудования для химического никелирования является выбор футеровки ванн, устойчивой к действию кислот и щелочей и теплопроводной. Для опытных работ и для покрытия мелких деталей используют фарфоровые и стальные эмалированные ванны.
При покрытии крупных изделий в ваннах емкостью 50-100 л и более применяются эмалированные баки с эмалями, стойкими в крепкой азотной кислоте. Некоторые заводы применяют стальные цилиндрические ванны, футерованные обмазкой, состоящей из клея № 88 и порошкообразной окиси хрома взятых в равных весовых количествах. Окись хрома может быть заменена наждачными микропорошками. Покрытие производят в 5-6 слоев с промежуточной воздушной сушкой.
На Кировском заводе для этой цели успешно применяют футеровку цилиндрических ванн съемными пластикатовыми чехлами. При необходимости очистки ванн растворы выкачивают насосом, а чехлы извлекают и обрабатывают в азотной кислоте. В качестве материала для подвесок и корзин следует применять углеродистую сталь. Изоляцию отдельных участков деталей и подвесок производят перхлорвиниловыми эмалями или пластикатом.
Для нагревания раствора следует применять электрические нагреватели с передачей тепла через водяную рубашку. Термообработку мелких деталей производят в термостатах. Для крупных изделий используют шахтные печи с автоматическим регулированием температуры.
Никелирование нержавеющих и кислотоупорных сталей. Никелирование производят для повышения поверхностной твердости и износостойкости, а также для защиты от коррозии в тех агрессивных средах, в которых эти стали неустойчивы.
Для прочности сцепления никельфосфорного слоя с поверхностью высоколегированных сталей решающее значение имеет способ подготовки к покрытию. Так, для нержавеющих сталей марки 1×13 и ей подобных подготовка поверхности заключается в ее анодной обработке в щелочных растворах. Детали монтируют на подвесках из углеродистой стали, применяя, если это необходимо, внутренние катоды, завешивают в ванну с 10-15-процентным раствором каустической соды и производят их анодную обработку при температуре электролита 60-70° и анодной плотности тока 5-10 а/дм2 в течение 5-10 мин. до образования равномерного коричневого налета без металлических просветов. Затем детали промывают в холодной проточной воде, декапируют в соляной кислоте (уд. веса 1,19), разбавленной вдвое, при температуре 15-25° в течение 5-10 сек. После промывки в холодной проточной воде детали завешивают в ванну химического никелирования в щелочном растворе и покрывают по обычному режиму до заданной толщины слоя.
Для деталей из кислотоупорной стали типа IX18H9T анодная обработка должна производиться в хромовокислом электролите со следующим составом и режимом процесса:

После анодной обработки детали промывают в холодной проточной воде, декапируют в соляной кислоте, как это указано для нержавеющей стали, и завешивают в ванну никелирования.
Никелирование цветных металлов. Для осаждения никеля на ранее осажденный слой никеля детали обезжиривают, а затем декапируют в 20-30-процентном растворе соляной кислоты в течение 1 мин., после чего завешивают в ванну для химического никелирования. Детали из меди и ее сплавов никелируют в контакте с более электроотрицательным металлом, например с железом или с алюминием, используя для этой цели проволоку или подвески из этих металлов. В некоторых случаях для возникновения реакции осаждения достаточно создать кратковременное касание железного прута к поверхности медной детали.
Для никелирования алюминия и его сплавов детали травят в щелочи, осветляют в азотной кислоте, как это делается перед, всеми видами покрытий, и подвергают двукратной цинкатной обработке в растворе, содержащем 500 г/л едкого натра и 100 г/л окиси цинка, при температуре 15-25°. Первое погружение длится 30 сек., после чего осадок контактного цинка стравливают в разбавленной азотной кислоте, а второе погружение 10 сек., после чего детали промывают в холодной проточной воде и никелируют в ванне с щелочным никельфосфорным раствором. Полученное покрытие весьма непрочно связано с алюминием, и для повышения прочности сцепления детали прогревают, погружая их в смазочное масло при температуре 220-250° на 1-2 часа.
После термообработки детали обезжиривают растворителями и по мере необходимости протирают, полируют или подвергают другим видам механической обработки.
Никелирование металлокерамики и керамики. Технологический процесс никелирования ферритов заключается в следующих операциях: детали обезжиривают в 20-процентном растворе кальцинированной соды, промывают горячей дистиллированной водой и травят в течение 10-15 мин. в спиртовом растворе соляной кислоты с соотношением компонентов 1:1. Затем детали снова промывают горячей дистиллированной водой с одновременной очисткой шлама волосяными щетками. На покрываемые поверхности деталей кисточкой наносят раствор хлористого палладия с концентрацией его 0,5-1,0 г/л и рН 3,54:0,1. После воздушной сушки нанесение хлористого палладия повторяют еще раз, просушивают и погружают для предварительного никелирования в ванну с кислым раствором, содержащим 30 г/л хлористого никеля, 25 г/л гипофосфита натрия и 15 г/л янтарнокислого натрия. Для этой операции необходимо температуру раствора поддерживать в пределах 96-98° и рН 4,5-4,8. Затем детали промывают в дистиллированной горячей воде и никелируют в том же растворе, но при температуре 90°, до получения слоя толщиной 20-25 мк. После этого детали кипятят в дистиллированной воде, меднят в пирофосфатном электролите до получения слоя 1-2 мк, после чего подвергают бескислотной пайке. Прочность сцепления никельфосфорного покрытия с ферритной основой составляет 60-70 кГ/см2.
Кроме того, химическому никелированию подвергаются различные виды керамики, например ультрафарфор, кварц, стеатит, пьезокерамика, тиконд, термоконд и пр.
Технология никелирования составляется из следующих операций: детали обезжиривают спиртом, промывают в горячей воде и сушат.
После этого для деталей из тиконда, термоконда и кварца, производят сенсибилизацию их поверхности раствором, содержащим 10 г/л хлористого олова SnCl2 и 40 мл/л соляной кислоты. Эта операция производится кисточкой или путем Натирания Деревянной шайбой, смоченной раствором, или же погружением деталей в раствор на 1-2 мин. Затем поверхность деталей активируют в растворе хлористого палладия PdCl2·2Н2О.
Для ультрафарфора применяют подогретый раствор с концентрацией PdCl2·2H2O 3-6 г/л и с длительностью погружения 1 сек. Для тиконда, термоконда и кварца концентрация снижается до 2-3 г/л с увеличением выдержки от 1 до 3 мин., после чего детали погружают в раствор, содержащий гипофосфит кальция Са(Н2РO2)2 в количестве 30 г/л, без подогрева, на 2-3 мин.
Детали из ультрафарфора с активированной поверхностью завешивают на 10-30 сек. в ванну предварительного никелирования со щелочным раствором, после чего детали промывают и снова завешивают в ту же ванну для наращивания слоя заданной толщины.
Детали из тиконда, термоконда и кварца после обработки в гипофосфите кальция никелируют в кислых растворах.
Химическое осаждение никеля из карбонильных соединений. При нагревании паров тетракарбонила никеля Ni(CO)4 при температуре 280°±5 происходит реакция термического разложения карбонильных соединений с осаждением металлического никеля. Процесс осаждения происходит в герметически закрытом контейнере при атмосферном давлении. Газовая среда состоит из 20-25% (по объему) тетракарбонила никеля и 80-75% закиси углерода СO. Примесь кислорода в газе допустима не свыше 0,4%. Для равномерности осаждения следует создавать циркуляцию газа со скоростью подачи 0,01-0,02 м/сек и реверсированием направления подачи через каждые 30-40 сек. [16]. Подготовка деталей к покрытию заключается в удалении окислов и жировых загрязнений. Скорость осаждения никеля составляет 5-10 мк/мин. Осажденный никель имеет матовую поверхность, темно-серый оттенок, мелкокристаллическую структуру, твердость 240-270 по Виккерсу и относительно малую пористость.
Прочность сцепления покрытия с металлом изделий весьма низка и для ее повышения до удовлетворительных величин необходима термообработка при 600-700° в течение 30-40 мин.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'