18. Выявление брака и снятие недоброкачественных покрытий
Приемку гальванических никелевых покрытий производят по внешнему виду, прочности сцепления с основным металлом, толщине и пористости осадка.
Для деталей, покрытых матовым слоем никеля до полирования, никель должен быть светлым, с допускаемой разницей оттенков. Допускается также наличие рисок, царапин, отдельных шероховатостей и несквозных пор, легко устраняемых при последующем полировании.
Полированные никелевые покрытия должны иметь равномерный блеск и не иметь дефектов, ухудшающих декоративный вид и снижающих коррозионную стойкость покрытия.
Удаление забракованных гальванических осадков никеля производят в электролите, состоящем из серной кислоты, разбавленной до уд. веса 1,6.
Анодное растворение никеля производят при температуре 15-25°, анодной плотности тока 5-10 а/дм2. Катоды изготовляют из свинца.
Для местного исправления никелевых покрытий на больших поверхностях забракованный участок полируют до удаления покрытия и обнажения основного металла, после чего производят наращивание меди и никеля посредством приспособления показанного на фиг. 14. Подробные сведения о контроле качества никелевых покрытий приведены в вып. 12 Библиотечки гальванотехника.
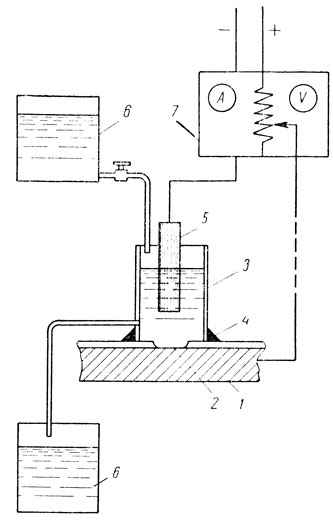
Фиг. 14. Схема устройства для местного исправления брака никелевых покрытий: 1 - обрабатываемая деталь; 2 - дефектный участок; 3 - стеклянная трубка; 4 - пластилин; 5 - никелевый анод; 6 - сборник электролита; 7 - щит электропитания
К числу дефектов никельфосфорного покрытия, осажденного химическим путем, следует отнести отслаивание, водородную пористость и недостаточную толщину. Удаление покрытия производят стравливанием в разбавленной азотной кислоте (1:1).
Недостаток толщины исправляют путем повторного наращивания никеля с предварительным декапированием детали в разбавленной соляной кислоте.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'