14. Прочие электролиты никелирования
Кроме электролитов, указанных ранее, некоторые электролиты также получили промышленное применение. Так, например, борфтористые электролиты отличаются высокой производительностью и электропроводностью.
Состав и режим работы одного из них приводятся ниже:
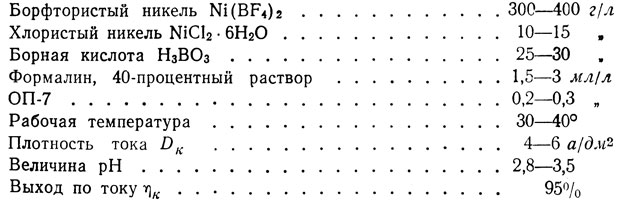
Никелевые покрытия получаются блестящие или полублестящие, легко полирующиеся, обладают высокой эластичностью и твердостью 540-550 кГ/мм2[11]. Электролит пригоден для использования в колокольных и барабанных ваннах.
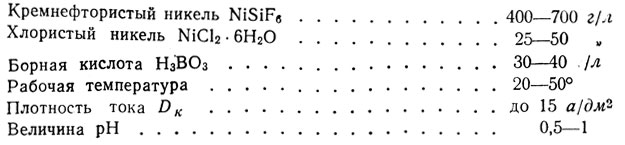
Возможно осаждение никеля и из кремнефтористых электролитов, которые составляются из более дешевых компонентов. Для одного из них приняты следующие состав и режим осаждения:
Для получения весьма твердых и износостойких покрытий применяется электролит, своеобразный как по составу, так и по режиму осаждения:
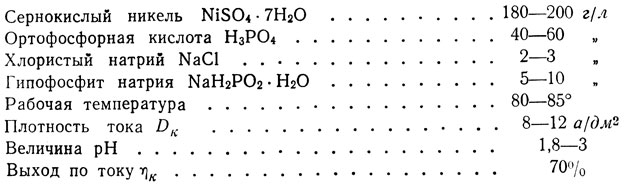
Осажденный никель содержит в своем составе до 2-3% фосфора и обладает микротвердостью до 500-700 кГ/мм2, которая после термообработки при 350° повышается.
Большой практический интерес представляют также сульфаминовые электролиты, составляемые на основе сульфаминовой кислоты SО3OH·NH2. Эта кислота представляет собой бесцветные ромбические кристаллы, она безвредна, нелетуча и негигроскопична. Ее растворимость в воде 200 г/л при 0° и 400 г/л при 70°. Никелевые соли сульфаминовой кислоты имеют практически неограниченную растворимость. Ниже приводятся, по литературным данным, состав и режим работы одного из сульфаминовых электролитов:
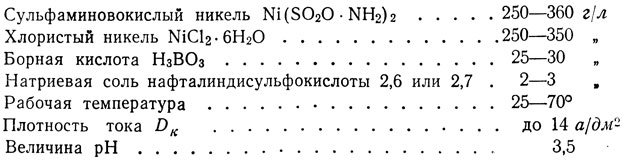
Необходимо перемешивание и фильтрование электролита. Следует упомянуть также об аммиачном электролите [12], дающем блестящие покрытия.
Для него приняты следующие состав и режим эксплуатации:
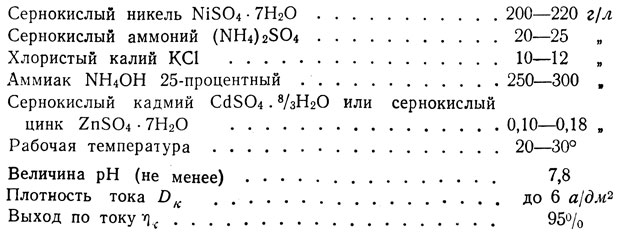
Отмечаются высокая прочность сцепления никелевых покрытий со сталью, хорошая эластичность и блеск их при толщине до 30 мк.
Микротвердость никеля на приборе ПМТ-3 составляет 750- 770 кг/мм2.
Повышение концентрации солей кадмия или цинка приводит к полосатости покрытий.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'