По команде копира
Развивающееся бурными темпами машиностроение предъявляет прокатчикам все новые требования, в частности все нужнее становятся профили, сечение которых не постоянно по длине - оно то уменьшается, то увеличивается.
Но эти изменения размеров сечения повторяются не беспорядочно, а через строго определенные промежутки, т.е. периодически; поэтому получаемые таким способом профили и называют периодическими.
Изготовляют периодический прокат на особых прокатных станах, валки которых напоминают валки сортопрокатного агрегата. Они тоже изборождены ручьями-калибрами. Но установлены они не параллельно, а под некоторым углом один к другому и вращаются все в одну сторону.
Периодический прокат на особых прокатных станах
Попав в зазор между валками при помощи направляющих, заготовка движется поступательно и одновременно вращается. Таким образом и выдавливается определенный профиль. Эта операция называется поперечно-винтовой прокаткой.
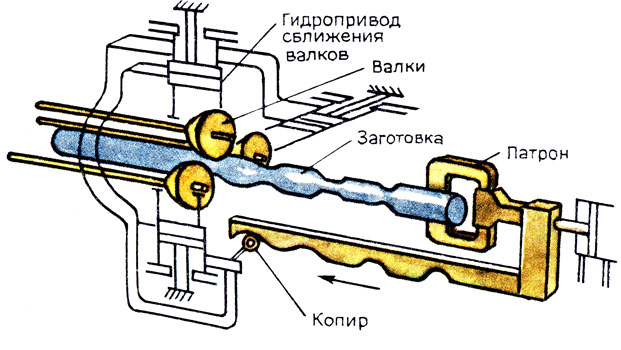
Для поперечно-винтовой прокатки круглых профилей переменного сечения, например вагонных осей, применяют специальные трехвалковые станы, у которых в процессе прокатки валки то сближаются (тогда, когда формируют узкий участок профиля), то расходятся (в месте утолщения).
При этом должны быть соблюдены особая точность и определенная скорость, и не один даже самый опытный прокатчик не в состоянии с этим справиться.
Поэтому профиль прокатываемой детали наносят на линейку, по которой движется шарик - копир. Он соединен с каждым валком при помощи гидроприводов. Когда копир находится на выступающей части линейки, валки расходятся, а когда он попадает в углубление, сближаются. Так по команде копира валки то приближаются один к другому, то раздвигаются и, обкатывая заготовку, придают ей определенную форму.
Кассовые боксы Stream-XL Для магазинов любого размера подробное описание.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'