Скоростная дорога длиной в час
Один из самых экономичных видов проката - стальной лист. Чего только нельзя из него потом сделать! И отштамповать, и выдавить, и сварить, и прокатать тончайшую жесть.
Дух захватывает, когда попадаешь в листопрокатный цех. Мощь и точность, красота и сила предстают здесь воочию. Чтобы только пройти из конца в конец вдоль прокатного стана быстрым шагом, требуется не меньше часа.
Такой стан состоит из двух групп клетей - черновых и чистовых. Если лист получают из слитка, то во главе стана устанавливают универсальную клеть - слябинг, на котором из слитка получают прямоугольную заготовку - сляб.
Наиболее эффективно работают непрерывные станы, то есть такие, на которых полоса, не успев выйти из предыдущей клети, уже попадает в последующую. При таком способе прокатки и производительность выше, и гораздо меньше отходов, да и поверхность листа чище.
Сортамент прокатываемых полос непрерывно расширяется. На одном и том же стане получается лист толщиной 1,2 миллиметра и полоса, толщина которой составляет 16 миллиметров. За один год на таком стане можно прокатать до 9 миллионов тонн металла. Чтобы лучше "ощутить" цифру, достаточно представить себе, что из этого листа можно отштамповать 200 тысяч корпусов для "Жигулей". А ведь во многих государствах мира общее годовое производство стали меньше!
Но не только величие стана поражает пришедшего в цех. Удивительна быстрота прокатки. Со скоростью курьерского поезда - 30-35 метров в секунду (или 125 километров в час) несется по рольгангу раскаленный лист. И не случайно вдоль линий стана один за другим зажигаются светофоры, как на скоростной автостраде.
Но это далеко не предел. Строящиеся листовые станы будут прокатывать металл со скоростью 40-50 метров в секунду, а проволочные 60-70 метров в секунду. Каждую секунду эти станы будут выдавать от 15 до 70 метров проката. Трудно при этих масштабах производства уследить за работой и самого стана, и вспомогательного оборудования. Тут может помочь только автоматизация, которую широко применяют в прокатных цехах.
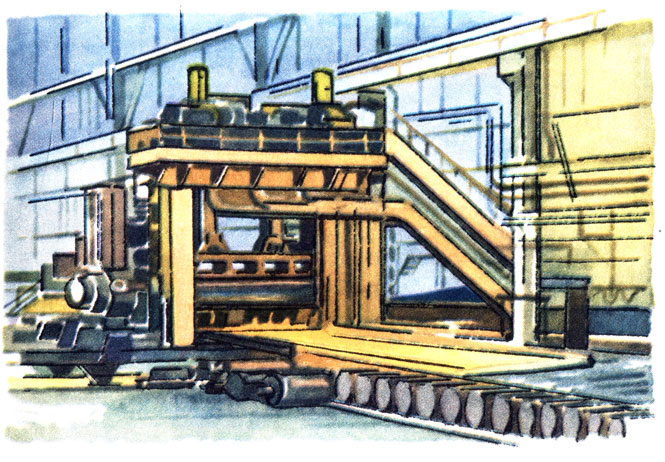
Листовый стан
Автоматы обеспечивают соблюдение всех требуемых параметров, задают определенные режимы работы отдельных агрегатов, а также "увязывают" их. Ведь в состав листопрокатного стана, кроме рабочих клетей (основное оборудование), входят и правильные машины, которые выравнивают (правят) листы, и моталки, сматывающие листы в рулоны.
Следит за прокаткой оператор, который находится на пульте управления в застекленном помещении, напоминающем будку инспектора ГАИ над оживленным шоссе. В его распоряжении масса приборов, четко контролирующих процесс. У каждой клети установлена телекамера. Оператор постоянно в курсе дела, он всегда знает, что происходит в данный момент в любом уголке огромного цеха.
Автоматизация процесса
Но в недалеком будущем и такой автоматизации будет недостаточно. У процесса прокатки и прокатных станов есть все предпосылки для полной автоматизации. Все операции от склада заготовок до выдачи готовой продукции должны быть обеспечены механизмами и автоматами, которыми будет управлять не оператор, а компьютер.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'