§ 24. Художественная ковка
Ковка - один из древнейших способов обработки металлов. Она осуществляется ударами молота по заготовке, которая может быть предварительно нагрета - "горячая" ковка или без нагрева - "холодная" ковка. Под ударами молота заготовка деформируется и приобретает желаемую форму. Но такая деформация без разрывов и трещин свойственна не всем металлам, а только металлам, обладающим определенной степенью вязкости, пластичности, тягучести. Совокупность этих свойств, как уже известно, обусловливает способность коваться и называется ковкостью металла. Это свойство непостоянно - оно зависит от степени нагрева металла: чем выше температура, тем мягче становится металл и тем легче он куется.
Холодной ковке поддаются драгоценные металлы - золото, серебро, а также медь. Этот прием широко применялся в Древней Руси златокузнецами, выковывавшими из драгоценных или медных слитков чаши, ковши и другие предметы. При холодной ковке металл под действием ударов, изменяя свою форму, быстро теряет пластичность, уплотняется и приобретает "наклеп" и для дальнейшей обработки требует отжига. Поэтому процесс холодной ковки состоит из двух чередующихся операций: деформации металла и отжига (рекристаллизации).
В современных условиях холодная ковка в области художественной обработки металла встречается редко, главным образом в ювелирном деле.
Горячая ковка применяется при обработке малоуглеродистых сталей (ковочного железа) для производства различных изделий.
Этот вид обработки металлов необходим, во-первых, для изготовления инструментов (чеканов, чеканных молотков, штихелей, зубил и т. п.), применяемых для различных способов художественной обработки металлов, а во-вторых, для производства самих художественных кованых изделий (светильников, решеток и т. п.).
Для ручной свободной ковки применяются металлы и сплавы, обладающие вязкостью и пластичностью. Из черных металлов такими свойствами обладают стали различных марок.
Для изготовления художественных кованых изделий применяются углеродистые стали обыкновенного качества (ГОСТ 380-60). Их марки обозначают буквами Ст и цифрами от 0 до 7. Лучшими из них для указанной цели являются стали с наименьшим содержанием углерода; к ним относятся стали СтО (углерода до 0,23), Ст1 (углерода 0,07-0,12) и Ст2 (углерода 0,09-0,15).
Из углеродистых качественных конструкционных сталей (ГОСТ 1050-60*) можно применять марки 10 (углерода 0,1) и 15 (углерода 0,15), но эти стали более дорогие.
Для изготовления слесарных и кузнечных инструментов применяют инструментальные углеродистые стали (ГОСТ 1435-54). Их выпускают шести марок с содержанием углерода от 0,6 до 1,4%. Углеродистые марки обозначают буквой У и цифрами, указывающими содержание углерода, выраженное в десятых долях процента. В табл. 11 приведено содержание углерода и применение этих сталей.
Для изготовления инструментов можно применять и некоторые марки легированных инструментальных сталей (ГОСТ 5950-63), в состав которых кроме железа и углерода входят различные легирующие элементы (хром, вольфрам, кобальт, ванадий, молибден, никель и др.).
Ковка стали производится в нагретом состоянии. При нагреве металл (сталь) становится пластичнее и легко поддается деформации.
Для каждого сорта стали существует определенный интервал температур начала и конца ковки. В среднем этот интервал составляет 1100-1300°С - начало ковки и 800-900°С - конец ковки. Чем больше в стали содержится углерода, тем ниже температура начала ковки.
В табл. 21 приведены температуры начала и конца ковки для углеродистых сталей, применяемых для художественной ковки и изготовления инструментов.
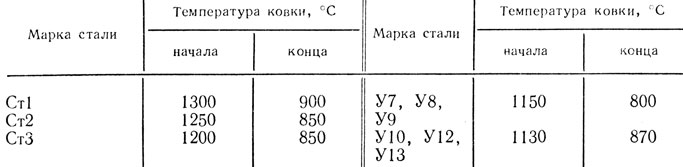
Таблица 21
Нагрев металла можно производить в различных нагревательных устройствах. Простейшим из них, применяемым с давних пор, является кузнечный горн. Горны бывают различных конструкций - переносные и стационарные, открытого и закрытого типа. Для художественной ковки наиболее приемлемы горны открытого типа. Они позволяют нагревать и короткие, и длинные поковки в любой их части (в том числе и средней). Они просты в обслуживании и удобны в работе; нагрев в них происходит быстро.
Для разжигания холодного горна горновое гнездо очищают от золы и шлака, продувают фурму, насыпают небольшой слой угля, оставляя отверстия фурмы свободными, затем зажигают древесную стружку или тряпки, пропитанные керосином, и сверху засыпают второй слой угля и дают слабое дутье. Когда уголь разгорится, добавляют еще угля и постепенно (плавно) увеличивают дутье.
Благодаря спеканию угля в горне образуется твердая корка, под которой развивается высокая температура. Заготовку или ее конец зарывают в горячие угли и засыпают свежим углем. Спекшийся свод из твердой корки должен быть всегда целым; для этого необходимо время от времени подгребать свежий уголь от краев к центру горнового гнезда и слегка обрызгивать его водой. Если полость под , коркой становится слишком большой, корку разрушают, подгребают свежий уголь и вскоре образуется новый свод. Заготовку закладывают подальше от фурмы, чтобы между ней и фурмой был слой горячих углей. Заготовку периодически поворачивают, а также регулируют дутье, следя за тем, чтобы пламя было слегка коптящим, нейтральным.
При высоком дутье (большом избытке воздуха) пламя становится острым, вызывающим местный перегрев металла и оплавление кромок; кроме того, кислород избыточного воздуха вступает в соединение с металлом и образует окалину (окислы железа). Появление окалины вредно, так как она приводит к потерям металла (угар) и, кроме того, понижает качество заготовки и затрудняет дальнейшую ее обработку резанием.
Нагрев заготовки следует производить возможно быстрее, так как чем дольше находится поковка в горне при высокой температуре, тем возможнее ее перегрев, т. е. чрезмерный рост зерен, который ухудшает механические свойства поковки.
Еще более продолжительный нагрев заготовки может привести к пережогу, т. е. оплавлению границ зерен и потере связи между ними. Такая заготовка при ударе разбивается на части.
Необходимо уметь температуру нагретого металла определять на глаз - по цвету каления. Этот метод хотя и несовершенен, но в практике художественной ковки применим, так как он позволяет избежать ошибок при нагреве (перегрев, пережог) и для приближенных оценок температур нагрева вполне пригоден.
В табл. 22 приведены цвета каления для стали при слабом дневном освещении и соответствующие им температуры.
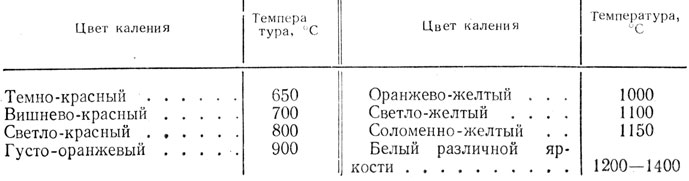
Таблица 22
Инструменты для ковки
Инструменты для ковки (рис. 24 и 25) по своему назначению разделяются на опорные, ударные, подкладные и вспомогательные.
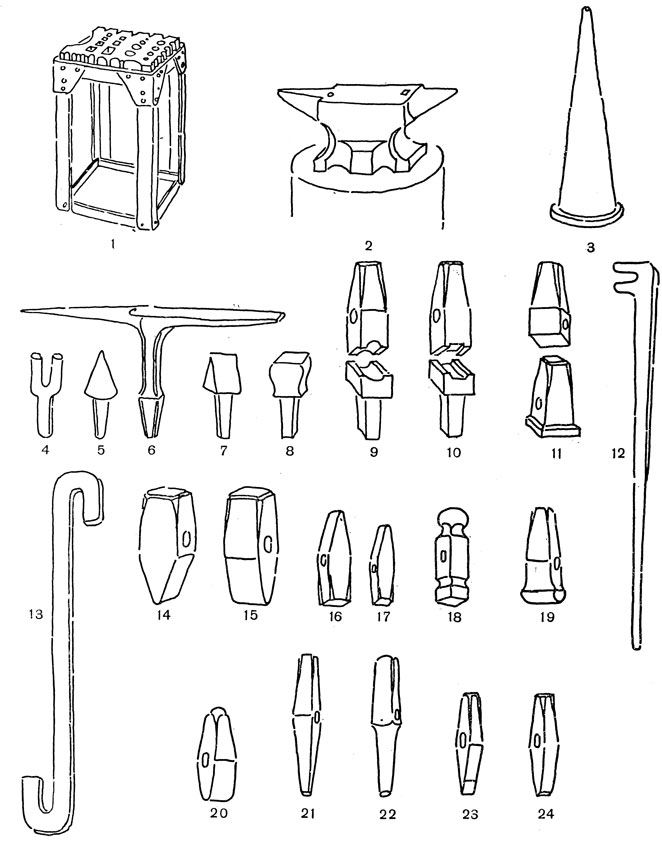
Рис. 24. Основной инструмент для ручной свободной ковки: 1 - кузнечная форма; 2 - наковальня; 3 - рог для правки колец; 4 - вилка; 5 - круглая конусная оправка; 6 - шперак; 7 - подсечка; 8 - подбойка; 9, 10 - обжимки; 11 - гладилки; 12, 13 - вилки для закручивания; 14 - кувалда остроносая поперечная; 15 - кувалда остроносая продольная; 16, 17 - ручники; 18 - ручник с шарообразным задком; 19 - полукруглая гладилка; 20 - раскатка; 21 - пробойник (бородок) квадратный; 22 - пробойник круглый; 23 - кузнечное зубило для горячей рубки, 24 - кузнечное зубило для холодной рубки
К опорным инструментам относятся:
Наковальня. Основной опорный инструмент, на котором производятся все ковочные операции. Наиболее распространен однорогий тип с коническим круглым рогом, который служит для загибания поковок по радиусу. Противоположный рогу край наковальни, называемый хвостом, служит для загибания поковки под прямым углом. На поверхности хвоста имеются два отверстия; одно из них - круглое - служит для пробивания отверстий, другое - квадратное - для установки различных подкладных приспособлений (нижников). У основания рога имеется незакаленная площадка для рубки металла. Верхняя часть наковальни называется наличником; она гладко обработана и закалена. Наковальня устанавливается строго горизонтально так, чтобы наличник был на высоте 700-800 мм от пола.
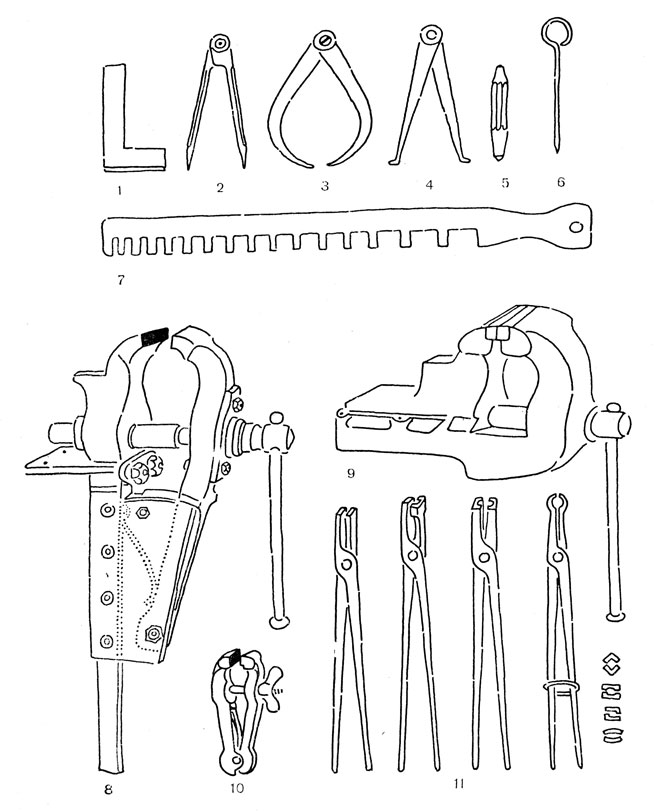
Рис. 25. Вспомогательный инструмент для ручной свободной ковки: 1 - угольник; 2 - циркуль; 3 - кронциркуль; 4 - нутромер; 5 - керн; 6 - чертилка; 7 - калибр-гребенка; 8 - стуловые тиски; 9 - параллельные тиски; 10 - ручные слесарные тиски; 11 - кузнечные клещи с различными формами губок и зажимным кольцом (шпандырем)
Шпераки - маленькие двурогие наковальни массой до 4 кг с разнообразным профилем. При художественной ковке они имеют широкое применение: на них выполняют загибку, правку, выколотку различных орнаментальных элементов. Своим хвостом шперак устанавливается в квадратное отверстие в наковальне (или вбивается в дубовый чурбан).
К ударным инструментам относятся следующие:
Кувалда (боевой молот) массой от 2 до 16 кг. Кувалдой производят подручные работы; при работе кувалду держат двумя руками. По силе удара различают: легкий удар-локтевой, средний - плечевой при разгоне кувалды "с плеча" и максимально возможный удар - навесной, когда кувалда описывает в воздухе полный круг. Кувалда имеет оба плоских бойка или один клиновидный (продольный или поперечный).
Ручник (кузнечный молоток) - основной кузнечный инструмент. Ручником наносят удары при мелких поковках; им же указывают место, по которому следует бить кувалдой. Ручник весит от 0,5 до 2 кг. Им работают одной рукой, а другой держат в клещах поковку.
К подкладным инструментам относятся:
Зубило и подсечка - инструменты, применяемые для рубки металла. Кузнечные зубила в отличие от слесарных имеют отверстие для ручки. Насаживаются зубила на рукоятку без расклинивания. Подсечка имеет четырехгранный хвост, который вставляется в отверстие наковальни. Рубка производится между подсечкой и зубилом. Иногда рубят одним зубилом; для этого поковку кладут на специальную площадку у основания рога наковальни и, наставив зубило, бьют по нему кувалдой. При насечке узороз зубилом раскаленную поковку кладут на рабочую поверхность (лицо) наковальни и удерживают клещами. Иногда рисунки насекают в холодном состоянии, применяя для этого слесарное зубило и пуансоны.
Пробойники (бородки) - инструменты, служащие для пробивания отверстий. По сечению рабочей части различают круглые, осальные, квадратные, прямоугольные и фасонные (фигурные) пробойники. Последние применяются для пробивания нетолстых заготовок при просечных работах, выполнении декоративных подзоров, решеток и т. п. Пробойники насаживают на деревянные ручки так же, как и зубила.
Обжимки - приспособления, состоящие из двух частей - верхника и нижника. Верхник насаживают на деревянную ручку, нижник своим хвостом крепится в отверстие наковальни. При помощи обжимок поковке придают цилиндрическую или граненую форму.
Подбойки - приспособления, также состоящие из верхника и нижника. Применяются для ускорения и облегчения протяжки металла при ручной ковке, а также для выделки в поковке углублений, желобков, канавок, перехватов и т. п. Рабочая поверхность имеет различную конфигурацию с различными радиусами кривизны.
Раскатка - подкладной инструмент; одна сторона у него плоская, другая выпуклая. Служит для ускорения вытяжки (раскатки) поковки в длину.
Гладилки - инструмент, служащий для выглаживания поверхности поковки. Рабочая поверхность гладилки хорошо отшлифована. Гладилки бывают плоские и полукруглые.
Кроме этих основных инструментов применяются различные вспомогательные инструменты и приспособления, облегчающие ковочные операции и ускоряющие процесс изготовления однотипных изделий. К таким приспособлениям относятся гвоздильня и кузнечная форма.
Гвоздильня предназначена для высадки головок различной формы у заклепок, болтов, гвоздей.
Кузнечная форма представляет собой массивную плиту с отверстиями и ручьями. Раскаленная поковка накладывается на соответствующий ручей, и под ударами молота поковка приобретает соответствующую форму.
При художественной ковке применяют также различные оправки. Фасонные и профильные оправки изготовляют, исходя из рисунка или модели. Сначала из жести вырезают шаблон, представляющий копию элемента рисунка или орнамента, подлежащего выполнению. Затем по шаблону из мягкой стали выгибают оправку и ее рабочую часть тщательно опиливают.
При гибке завитков, меандров и других кривых из прутков и полос применяют в качестве вспомогательного приспособления стальную плиту с рядами отверстий, в которые плотно вставляют штыри. Подобрав по шаблону соответствующие отверстия и забив в них штыри, полосу огибают вокруг них или между ними, получая каждый раз аналогичную по изгибам кривую. Этим приемом удобно выгибать раппортные элементы. Необходимым вспомогательным инструментом являются кузнечные клещи.
Клещи - инструмент, при помощи которого вынимают поковку из жара, удерживают и поворачивают ее в процессе ковки.
Клещи имеют различные формы губок (продольные, поперечные и др.) в зависимости от конфигурации поковки. В процессе работы клещи нагревают и губки подгоняют по поковке так, чтобы они по всей длине прилегали к ее поверхности и прочно ее удерживали.
Рукоятки клещей должны быть пружинящими и легко удерживаться рукой. Для более надежного зажима поковки на рукоятки клещей насаживается кольцо - шпандырь. К вспомогательным инструментам относятся также вилки для закручивания.
Для измерения деталей в горячем состоянии применяют кронциркули и нутромеры, которые также относятся к вспомогательным инструментам. Кузнечные кронциркули допускают установку до четырех контрольных размеров. Кроме того, для контроля и проверки размеров заготовки применяют калибр - гребенку, - представляющую собой стальную удлиненную пластину с вырезами по сторонам. Причем каждый вырез делается несколько шире указанного на нем размера (на 1 %) с учетом теплового расширения стали. Стальные линейки ("меры") также имеют деления больше обычных (на величину усадки металла при охлаждении); по ним устанавливаются размеры на кронциркуле для контрольных замеров на горячих поковках.
В современных условиях при художественной ковке кроме ручных инструментов применяют механические молоты. Они обладают значительно большей силой удара. При этом удары наносят значительно чаще, чем ручной кувалдой. Это позволяет за один нагрев сделать намного больше, чем при ручной ковке. Особое значение приобретают механические молоты при обработке крупных поковок, так как слабые удары ручных инструментов не могут произвести необходимых деформаций.
Основные операции ручной свободной ковки
В процессе ковки художественных изделий используются разнообразные приемы и рассмотренные выше инструменты в различных комбинациях и последовательности. Например, на рис. 26 показан каминный набор, выполненный свободной ковкой. Все многообразие приемов можно свести к следующим основным операциям: осадка и высадка; вытяжка (протяжка); рубка; прошивка (пробивка отверстий); гибка; закручивание; выглаживание (отделка); насекание рисунка; набивка рельефа и фактуры; горновая (кузнечная) сварка.
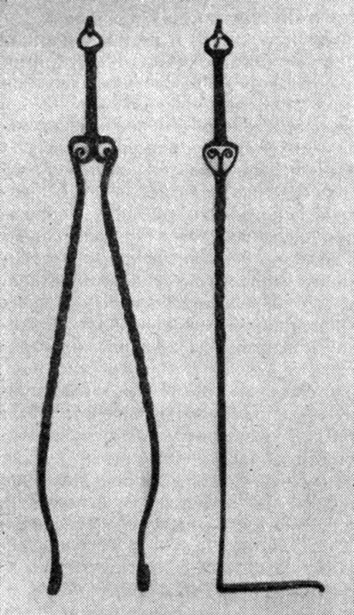
Рис. 26. Каминный набор. Автор Мямлин, 1975 г.
Осадка и высадка. Осадка предназначена для уменьшения длины заготовки за счет увеличения ее поперечного сечения. Если осадка осуществляется не по всей длине заготовки, а только на отдельных ее участках, например на концах или в середине, она называется высадкой. Осадку или высадку применяют в следующих случаях:
- высадку - для получения отдельных утолщений на поковке (ее концов или середины), при ковке декоративных элементов, имеющих переменное сечение, например растительных орнаментальных мотивов (утолщенные узлы на стебле, плоды, ягоды и т. п.). После высадки поковка дополнительно обрабатывается обжимками, подбойками и др.;
- как предварительную операцию перед изгибанием под углом; для восполнения недостающего металла при образовании угла;
- осадку - для утолщения поковки по всей длине;
- как предварительную операцию перед прошивкой при изготовлении пустотелых изделий - плоских изделий типа колец или высоких изделий типа трубок.
При осадке поковку нагревают, ставят вертикально на наковальню и бьют ручником или кувалдой по верхнему концу. Длина поковки (или нагретой части при высадке) не должна превышать диаметр больше чем в 2-2,5 раза, иначе произойдет изгибание заготовки. При высадке участков на длинных прутах их кладут на наковальню, наносят удары ручником или кувалдой.
Если утолщение должно распространяться только в определенные стороны, то после высадки поковка соответствующим образом проковывается, и если высадка оказалась недостаточной, операция повторяется. Мягкая сталь лучше поддается осадке, чем твердая. Высадку можно осуществить и без молота, для этого нагретый стержень бьют концом о наковальню, зажав его в клещах.
Вытяжка, или протяжка. Эта операция применяется для увеличения длины заготовки за счет уменьшения ее поперечного сечения. Вытяжка имеет следующие разновидности:
- наиболее частый случай, когда из толстого куска металла следует отковать полосу или прут (круглого или квадратного сечения). Для этого раскаленную заготовку кладут на наковальню и, удерживая ее клещами, наносят удары узким бойком кувалды по всей длине заготовки. Затем поковку поворачивают на 90° и операцию повторяют. Работу ведут быстрыми и частыми ударами, стремясь отковать за один нагрев больший участок поковки. Для того чтобы поковка тянулась больше в длину и не раздавалась поперек, применяют седлообразные наковальни (желобчатые). Более удобно для вытяжки круглых болванок применять обжимки. Поворачивая поковку вокруг оси и передвигая ее вперед, ударяют кувалдой по обжимке. При работе в обжимках заготовка не только вытягивается в длину, но и выглаживается;
- расплющивание (уширение, разгонка), применяемое в тех случаях, если необходимо увеличить площадь заготовки за счет ее высоты, т. е. получить всю поковку или отдельный ее участок в форме пластины, например при ковке растительного орнамента расплющиванием подготовляют заготовки для лепестков цветов, листьев. Расплющивание осуществляется или непосредственно кувалдой, или для ускорения применяют специальный инструмент - раскатку с плоскими или полукруглыми рабочими поверхностями. При работе раскаткой сила удара сосредоточивается на небольшом участке и раздача металла во все стороны идет быстрее;
- вытяжка с оправкой, применяемая в случае, если нужно увеличить длину пустотелой заготовки (например, толстостенной трубки) за счет уменьшения толщины ее стенок. Работу ведут в обжимках (круглых или квадратных в зависимости от формы заготовки) и на оправке слегка конической (для облегчения съема с нее поковки). В процессе ковки поковка все время поворачивается вокруг оси. При вытяжке на квадратной оправке поворот делают на 90°;
- раздача на оправке, применяемая для ковки колец, обечаек, обручей и т. п. В процессе этой операции одновременно увеличивается и наружный, и внутренний диаметры поковки. Предварительно высаженную и прошитую заготовку продевают на цилиндрическую оправку, которую укладывают обоими выступающими концами на подставку и ударами ручника или подбойки производят раздачу. Диаметр заготовки увеличивают за счет утончения ее стенки.
Кузнечная рубка. Рубка - операция, посредством которой поковку разделяют на части. Для этого заготовку нагревают до темно-красного каления, кладут на наковальню и, наставив кузнечное зубило, сильно бьют по нему кувалдой. Прорубив толщу поковки на три четверти, ее перевертывают, вновь наставляют зубило и отрубают сильными ударами кувалды. Особенно толстые заготовки быстрее и легче можно рубить на механическом молоте, применив вместо зубила специальный инструмент - топор. Топоры бывают двусторонние (с заточкой с двух сторон), односторонние (с заточкой с одной стороны), угловые и полукруглые - для рубки по кривой. Тонкие поковки лучше рубить вручную с помощью подсечки, которую устанавливают в отверстие наковальни, при этом на нее кладут заготовку, а сверху наставляют зубило, по которому наносят удар кувалдой; прорубать металл насквозь нельзя, так как можно повредить острые закаленные части инструмента.
Рубка имеет следующие разновидности:
- разрубка (прорубка) - операция, в процессе которой заготовка только надрубается, оставаясь еще прочно соединенной в нетронутом участке.
Этот прием очень широко применяется в художественной ковке. Надрубленные участки отгибаются (рис. 28) вытягиваются и претерпевают различные виды ковки (рис. 27), после чего превращаются в цветы, завитки или листья, сидящие на общей ветке;
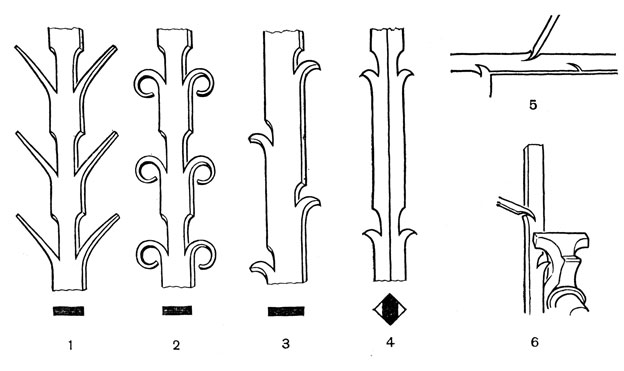
Рис. 27. Декоративные элементы с отщепами и зубцами: 1 - полоса с прямыми отщепами; 2 - то же, с закругленными отщепами; 3 - полоса с зубцами 4 - квадратный стержень с зубцами; 5 - зарубка зубцов на наковальне; 6 - то же, в стуловых тисках
Рис. 28. Фрагмент парковой решетки XVIII в. - обрубка (обсечка) - отделение части материала по наружному контуру. Обрубка часто применяется при ковке декоративных изделий сложной формы всевозможных розеток, накладок и т. п., где необходимо обрубить деталь по контуру. На рис. 29 показана заготовка розетки, выполненная обсечкой, и готовая розетка после обработки ее ковкой;
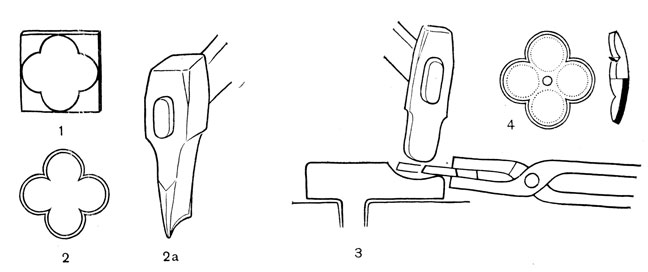
Рис. 29. Выполнение четырехлепестковой розетки из листовой стали толщиной 3 мм: 1 - нанесение контура на квадратной заготовке; 2 - вырубка розетки полукруглым секачом (2а - по контуру); 3 - изготовление вогнутой формы розетки на шпераке; 4 - готовая розетка и ее поперечный разрез - вырубка - аналогичная операция отделения части металла по внутреннему контуру, широко применяемая при ковке ажурных изделий.
Прошивка. Прошивка служит для получения сквозных отверстий в поковке. Прошивку или пробивку отверстий осуществляют при помощи пробойников и бородков. Для этого нагретую поковку, захватив клещами, кладут на наковальню над круглым отверстием (находящимся около хвоста наковальни), наставляют бородок и бьют по нему кувалдой.
Гибка. Гибкой называется кузнечная операция, при которой поковке придается изогнутая форма по заданному контуру. При гибке толстых заготовок происходит искажение первоначальной формы и размеров поперечного сечения в зоне изгиба (при гибке тонких заготовок этим явлением можно пренебречь). Чтобы устранить искажение формы и утяжку (уменьшение сечения), необходимо до гибки произвести высадку того участка, где предполагается согнуть заготовку. Явление утяжки проявляется тем сильнее, чем больше угол загиба и чем меньше радиус закругления. Утяжку нельзя устранить правкой, но искажение формы поперечного сечения (овальность) легко исправляется правкой и проглаживанием. Гибка имеет следующие разновидности:
- гибка под углом - выполняется на ребре наковальни с предварительным нагревом только на небольшом участке, подлежащем изгибанию. Если нагрев происходит на большом участке, то поковка согнется по кривой (дуге). Гибку прутка можно производить, воткнув его в отверстие в наковальне до нагретого участка и быстро пригнув к наковальне. Если длинную полосу или пруток необходимо согнуть несколько раз и если места сгибов расположены близко друг к другу, их гнут на шпераке с рогом соответствующей формы или на специальных оправках (приспособлениях);
- гибка по дуге - производится на роге наковальни или соответствующих по дуге шпераках. Сложные кривые профили гнут на оправках. Повторяющиеся (раппортные) кривые гнут на приспособлениях (доски со штырями). Завитки (спирали) из прутков и полос тонких сечений гнут в холодном состоянии в тисках, из толстых сечений - на специальных оправках и приспособлениях и на роге наковальни. Сложные и разнообразные приемы ковки и гибки полос различного сечения использованы при изготовлении решетки теремного Дворца Московского Кремля (рис. 30).
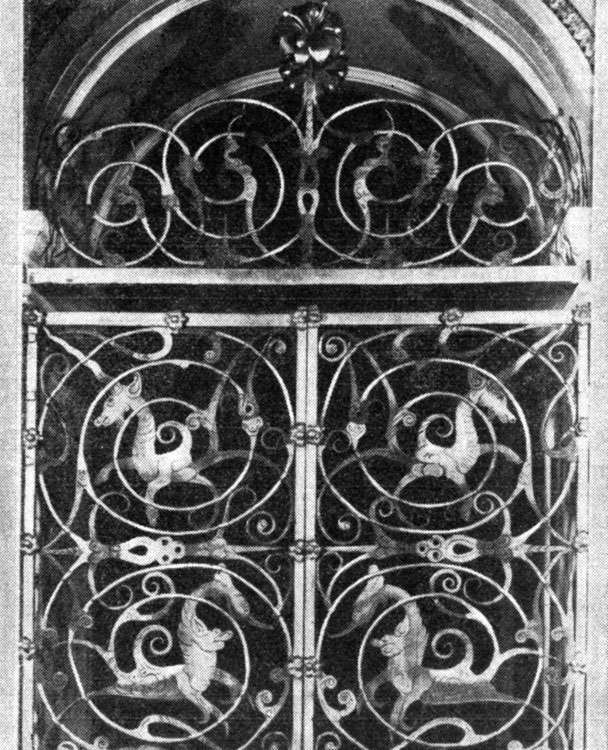
Рис. 30. Деталь 'золотой' решетки из теремного Дворца Московского Кремля XVII в.
Закручивание (скручивание). Сущность этой операции заключается в том, что одну часть поковки поворачивают по отношению к другой под углом вокруг общей оси. Различают два случая закручивания:
- когда часть заготовки поворачивают на угол до 180°, например, для пространственной ориентации отдельных орнаментальных элементов (листьев, цветов);
- когда скручивание выполняют многократно на 360°, в результате чего скрученный квадратный стержень приобретает как бы витой характер (рис. 31).

Рис. 31. Дверная ручка. Современная учебная работа. Автор В. В. Ветлужских, 1974 г. МВХПУ
Скручивание тонких заготовок производят два человека. Захватив заготовку в клещи, они вращают ее в двух противоположных направлениях одновременно. Скручивание толстых поковок производят посредством воротка, при этом другой конец заготовки зажимают в тиски. Вороток представляет собой стальную полосу с отверстием посередине. Отверстие по форме должно соответствовать сечению скручиваемого квадратного прутка или полосы. Широкие полосы удобно закручивать при помощи специальной вилки.
К скручиванию относится свивание нескольких тонких прутков (проволок) в шнуры. Наиболее красивые шнуры с богатой светотенью получаются из двух круглых прутков, туго свитых между собой. При скручивании и свивании заготовка должна быть нагрета до ярко-красного (а еще лучше желтого цвета) каления; при более низкой температуре скручивание требует очень больших усилий, а в металле могут возникнуть трещины.
Выглаживание (отделка). К этой операции приступают после того, как основная форма уже откована и все формообразующие операции выполнены. Цель этой операции - придать законченный вид поковке. После молотка всегда остаются следы - волнистости, шероховатости и получается так называемая кованая поверхность. Часто из художественных соображений ее сохраняют, но этим не следует злоупотреблять, так как кованые поверхности лучше просматриваются рядом с гладкими (по закону контраста). Изделие из-под молотка имеет неряшливый вид, особенно со следами кувалды.
Выглаживание и окончательная отделка заключаются в выравнивании поверхности при помощи гладилок различной формы для плоских поверхностей и обжимок - для цилиндрических поверхностей с малыми радиусами закругления. Для выглаживания внутренних и вогнутых поверхностей применяют специальные гладилки. Выпуклые поверхности (с большим радиусом кривизны) выглаживают плоскими гладилками.
Выглаживание ведут постепенно, перемещая гладилку по поверхности изделия и ударяя по ней кувалдой. Поковка при этом должна удобно лежать на наковальне. Иногда выглаживают только отдельные участки рельефа, например только его наиболее выступающие части, а углубления оставляют "из-под молотка". Это придает своеобразную живописность изделию. Выглаживание прутков производят иногда плоской гладилкой, проводя ее вдоль прутка и не по всей поверхности. Следы от плоской гладилки читаются как еле заметные грани и придают прутку большую иллюзорную четкость и стройность. Операция выглаживания имеет очень большое значение в художественной ковке и придает изделию законченный и выразительный вид.
Насекание рисунка. Эта операция, так же как и выглаживание, относится к отделочным, заключительным видам ковки. При помощи зубила в холодном или горячем состоянии можно воспроизвести на поверхности изделия различные штрихи, насечки, решетки или более или менее сложные узоры, включая изобразительные элементы и шрифтовые надписи. Насекание производят на более или менее плоских поверхностях, хорошо сидимых на готовом изделии. Насекание на полых деталях и кольцах выполняют на соответствующих оправках.
Набивка рельефа и фактуры. Эта операция также относится к отделке готового изделия и выполняется с целью обогащения фактуры или светотеневых эффектов путем создания дополнительных рельефных выступов или канавок и углублений, например жилок на листьях или лепестках, каннелюр на колонках, канавок на буквах или цифрах и т. п. Работа выполняется специальными подбойками или пуансонами (рис. 32).

Рис. 32. Рельеф, выполненный в технике ковки. Автор В. В. Ветлужских, 1975 г. МВХПУ
Горновая (кузнечная) сварка. При изготовлении художественных изделий методом ковки большое облегчение и ускорение работе дает применение горновой (кузнечной) сварки, а в некоторых случаях при изготовлении больших и сложных изделий она является решающей. Кроме того, сварка значительно удешевляет кузнечное производство. Кузнечная сварка позволяет соединить в одно целое изготовленные по отдельности детали. В этом случае их можно выполнить с большей тщательностью и совершенством. Кузнечной сваркой хорошо и легко сваривается мягкая сталь с содержанием углерода 0,15-0,25%.
Если в стали содержание углерода превышает 0,45%, то она почти не поддается горновой сварке. Процесс горновой сварки состоит из следующих операций: подготовки концов, нагрева, сварки, проковки шва.
В зависимости от толщины поковок, подлежащих сварке, их концы подготавливают различным способом. Тонкие концы прутков предварительно нагревают (утолщают) и сваривают встык. Изделия толщиной до 100 мм сваривают внахлестку. Для этого концы предварительно нагревают и скашивают. Скошенные поверхности должны быть несколько выпуклыми, для того чтобы сварка началась - в центре. При таком способе шлак выжимается от центра к краям. При толщине её концов более 600 мм применяют сварку вразруб (или в паз), при этом концы нагревают, осаживают, затем один из них разрубают, а другой вытягивают клином.
После подготовки концов одним из указанных способов их нагревают в кузнечном горне до 1300-1350°С, что соответствует белому калению. Для сварки сталь должна быть чистой, а во время нагрева она покрывается окалиной. Окалина удаляется флюсом, которым может быть мелкий чистый кварцевый песок или бура. Флюс легко сплавляется с окалиной, образуя легкоплавкий шлак, который создает тонкую пленку и предохраняет сталь от дальнейшего окисления.
Нагретые до сварочного жара куски стали очищают от шлака встряхиванием или березовыми прутьями, вплотную кладут на наковальню свариваемыми поверхностями и затем наносят удары - сначала частые и легкие ручником, а затем сильные удары кувалдой и доковывают весь стык до полной сварки.
При сварке следят, чтобы шлак не остался внутри шва, и ударами молотка его удаляют. В настоящее время кузнечную сварку применяют все реже и реже, так как автогенные виды сварки гораздо совершеннее, быстрее и дешевле.
При свободной ковке очень важно определить, какая часть изделия будет коваться целиком, какие элементы будут выполняться отдельно, а затем привариваться. От правильно намеченного технологического процесса во многом зависит успех работы. В свою очередь, для разработки технологии необходимо иметь кроме рисунка изделия точный чертеж, составленный конструктором с учетом припусков на механическую (токарную, фрезерную) обработку, если такая предусматривается.
Имея чертеж поковки, можно рассчитать и массу необходимого материала для ее изготовления, прибавив к массе поковки отход металла на обсечку (в зависимости от сложности поковки) в пределах до 20-30%, на угар из расчета 2-3% на каждый нагрев и 1,5-2% на каждый подогрев.
При разработке конструктивного чертежа деталей под ковку следует учитывать специфику этой техники и избегать нехарактерных для нее форм и конфигураций, например пересечения цилиндрических, а также призматических поверхностей между собой. Не следует допускать ребристые сечения, так как ребра в некоторых случаях (например, по контуру цилиндра) техникой свободной ковки сделать крайне трудно, а иногда и невозможно. Детали с резкой разницей в размерах лучше делать сварными или собирать на резьбе.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'