Поверхностная резка
Поверхностная резка дополняет и в большей или меньшей степени заменяет процессы механической обработки и главным образом пневматической рубки.
По сравнению с пневматической рубкой поверхностная резка в несколько раз производительнее, резко сокращает расход сжатого воздуха и исключает износ инструмента, особенно при обработке металлов с повышенной твердостью. Все это позволяет значительно снизить себестоимость выполняемых работ. При этом резко снижается шум в цехах; устраняются неизбежные при пневмообработке вредные вибрации инструмента. Можно производить обработку в местах, не доступных для пневматического инструмента. При кислородной и воздушно-дуговой выплавке дефектного металла по линии трещины не наблюдается ее заплавления. Если трещина выплавлена неполностью, ее остатки отчетливо видны на дне канавки. При пневматической вырубке нередко происходит зачеканивание остатков трещины, что может вызвать в дальнейшем повторное разрушение металла в восстановленном месте.
В табл. 38 приведено сравнение затрат времени и стоимости удаления различными средствами сварного шва шириной 10 мм и глубиной 6 - 7 мм на разных металлах. При этом за единицу приняты стоимость и время удаления сварного шва на малоуглеродистой стали с помощью пневматического зубила.
Таблица 38
| Метод обработки | Углеродистые стали | Аустенитные стали | Твердые сплавы | Цветные металлы | ||||
| Время | Стоимость | Время | Стоимость | Время | Стоимость | Время | Стоимость | |
| Рубка пневмозубилом | 1 | 1 | 1,5 | 1,5 | - | - | 0,5 - 1 | 0,5 - 1 |
| Шлифование корундовым кругом | 0,8 | 1,3 | 0,9 | 1,8 | 1,5 | 2 | 1 | 1 |
| Фрезерование | 0,4 | 0,4 | 0,6 | 0,8 | - | - | 0,3 | 0,3 |
| Пламенно-кислородное строгание | 0,15 | 0,2 | - | - | - | - | - | - |
| Воздушно-дуговая резка | 0,1 | 0,3 | 0,1 | 0,3 | 0,1 | 0,3 | 1 | 0,8 |
Приведенное сравнение может быть в полной мере отнесено также и к операциям подготовки кромок листов под сварку. Для подготовки кромок листы, подлежащие сварке, укладывают встык, прихватывают их и способом поверхностной резки получают вдоль стыка канавку с заданными размерами. Такой метод обработки обеспечивает одновременную подготовку обеих кромок, подлежащих сварке. В результате этого стоимость обработки каждой из кромок уменьшается вдвое.
Кислородная резка может служить эффективным средством при поверхностной обработке стали. Ее применение особенно целесообразно, если необходимо удалять металл на широких протяженных прямолинейных участках небольшой глубины. Поверхностная кислородная резка (строгание) узких коротких канавок криволинейной формы менее удобна. Здесь с этим методом не без успеха соперничают электрическая дуговая и особенно воздушно-дуговая поверхностная резка.
Исследования показали, что металл у поверхности канавок, выплавленных электрической дугой, не подвергается значительным изменениям. При выплавлении канавок электродами, покрытыми обмазкой с железной окалиной или с каменноугольным шлаком (см. выше), содержание в поверхностном слое углерода, марганца и фосфора по сравнению с первоначальным практически не изменяется. Содержание кремния может возрастать в пределах величин, не вызывающих принципиальных изменений свойств стали. Содержание марганца может несколько повыситься в результате выплавки канавки электродами с обмазкой, содержащей марганцевую руду.
При металлографическом обследовании образцов с канавками, полученными при использовании электродов с покрытиями из марганцевой руды и отчасти из каменноугольного шлака, в поверхностном слое наблюдается некоторое количество включений сернистого марганца. Микротрещины на поверхности выплавленных канавок отсутствуют. То же можно сказать и о поверхности отверстия, выполненного путем прожигания стальной детали электрической дугой. Протяженность зоны измененной структуры составляет 2,5 - 4 мм. У поверхности реза наблюдаются характерные для литого металла дендритные образования. В переходной зоне может происходить укрупнение зерен и образование грубой видманштеттовой структуры. Наилучшие результаты получаются при использовании для резки электродов с обмазкой из железной окалины.
Исследования сварных соединений образцов с кромками, подготовленными дуговой поверхностной резкой, показали, что в сравнении с образцами, сваренными по механически обработанным кромкам, никаких структурных изменений не наблюдается. Образец со швом, выполненным после выплавки кромок дугой, отличается лишь несколько большей протяженностью зоны теплового воздействия. Соединения, сваренные после дуговой разделки кромок, при статическом испытании на разрыв показали высокую прочность (предел прочности сварного соединения со снятым усилением 46 кГ/мм2; основного металла - 48,5 кГ/мм2).
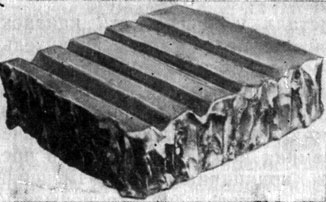
Фиг. 72. Внешний вид канавок, полученных воздушно-дуговой резкой
Поверхностная воздушно-дуговая резка стали более производительна, чем дуговая (табл. 39). За один проход можно получить канавки глубиной до 14 - 18 мм. Глубина канавки возрастает с увеличением угла наклона электрода, скорости его подачи и с уменьшением скорости резки. Электрод, подаваемый слишком быстро, чрезмерно углубляется в обрабатываемый металл, и в лобовой части реза образуется козырек, препятствующий удалению продуктов сгорания угля электрода. В результате поверхность канавки сильно науглероживается. Донная поверхность канавки становится неровной, на ней появляется налет сажи. Качество поверхности канавок, полученных воздушно-дуговой резкой при оптимальных режимах, хорошее (фиг. 72). Заварку выплавленных канавок можно выполнять после зачистки поверхности стальной щеткой без последующей обработки. Качество швов высокое. На Уралвагон- заводе воздушно-дуговым способом разделывают для последующей заварки дефекты в стальных отливках вагонных деталей: шкворневой и боковой балок тележки и корпуса автосцепки [54], [58]. Выплавленные дефекты без последующей обработки заваривали электродами УОНИ-13.
Таблица 39
| Марка стали | Диаметр электрода в мм | Рабочий ток в а | Интенсивность выплавления в кг/ч | Расход электродов (углей сварочных) в кг/ч |
| Ст. 3 | 6 | 250 | 8,75 | 0,60 |
| 8 | 350 | 12,50 | 0,97 | |
| 10 | 450 | 16,00 | 1,00 | |
| 12 | 550 | 19,25 | 1,00 | |
| 1Х18Н9Т | 6 | 250 | 12,3 | 0,60 |
| 8 | 350 | 17,1 | 0,97 | |
| 10 | 450 | 22,0 | 1,00 | |
| 12 | 550 | 27,0 | 1,00 |
Несколько балок после нормализации было испытано на статический изгиб под прессом. При нагрузках, превышающих заданную по техническим условиям, ни одна балка не разрушилась по заварке или на границе соединения наплавленного металла с основным, что свидетельствует о хорошем сплавлении металла по кромкам канавки.
Науглероживание поверхностей реза незначительно после воздушно-дуговой поверхностной резки малоуглеродистой стали при оптимальных режимах. Твердость металла на расстоянии 0,2 мм от кромки реза, выполненного воздушно-дуговой резкой, соответствует твердости металла в той же зоне при ацетилено-кислородной резке. Механическая обработка стали с такой твердостью затруднений не вызывает. При неблагоприятных условиях резки ввиду местного науглероживания твердость у кромки реза может достигать HRC 30 - 37 и выше. В зоне термического влияния образуются структуры сорбита или троостита. При поверхностной обработке легированной стали процессы тепловой резки также более производительны и экономичны, чем методы, основанные на снятии стружки.
При удалении сварного шва большой длины, шириной 10 - 12 мм и глубиной 6 - 7 мм наиболее экономична воздушно-дуговая, а наиболее производительна кислородно-флюсовая резка. При обработке участков небольшой длины воздушно-дуговая резка производительнее, так как отпадает необходимость в начальном подогреве. При этом следует отметить, что кислородно-флюсовой резкой трудно получить за один проход канавку нужной глубины. Канавка получается излишне широкой (22 - 24 мм). Получить более узкие канавки кислородно-флюсовым методом затруднительно. Воздушно-дуговая резка позволяет получить канавки с более точными размерами. При строгании широких, мелких канавок значительной длины, когда затраты времени на подогрев металла в месте начала реза не играют заметной роли, кислородно-флюсовая резка в экономическом отношении целесообразнее воздушно-дуговой. Дуговая электрическая поверхностная резка обмазанными стальными или угольными электродами менее производительна и экономична, чем воздушно-дуговой и кислородно-флюсовой методы резки.
Качество поверхности реза при всех тепловых методах резки удовлетворительное. Наиболее ровная поверхность канавки получается при кислородно-флюсовой резке, наименее ровная - при дуговой электрорезке. Воздушно-дуговая резка позволяет получать канавки, занимающие по внешнему виду среднее положение. В отличие от механических способов обработки при использовании тепловых способов резки остатки трещины на дне канавки- остаются видимыми. Качество металла на кромках канавки, выстроганной кислородно-флюсовым способом, характеризуется значительными изменениями химического состава. Изменения состава, структуры и других свойств металла, наблюдаемые при поверхностной кислородно-флюсовой резке, те же, что и при разделительной.
При воздушно-дуговом строгании хромоникелевой стали происходит науглероживание поверхности канавки на 0,01 - 0,03%, в очень тонком поверхностном слое металла - около 0,1 мм. Отмечено [55], что при значительном увеличении глубины канавки на ее дне в поверхностном слое толщиной до 0,2 мм наблюдается заметное повышение твердости. Установлено, что этот слой имеет литую структуру, содержит мартенсит и в нем значительно снижается содержание хрома. Очевидно, что все эти факты можно объяснить условиями науглероживания, рассмотренными выше. В результате усиленного науглероживания кромок выстроганной канавки на дне ее можно наблюдать образование трещин. Для снижения трещинообразования Ю. А. Маслов [19] рекомендует применять при резке воздух, подогретый до 180 - 200°С. Для определения возможности использования поверхностей металла под сварку, полученных воздушно-дуговым строганием без последующей обработки, на Невском машиностроительном заводе им. Ленина [56] были проведены механические и коррозионные испытания (по ГОСТу 6032-58) образцов из стали 1Х18Н9Т, заваренных электродами марки ЦТ-15 после воздушно-дуговой поверхностной резки. После испытания образцов в исходном состоянии и после отпуска от температуры 760 - 780°С предел прочности был равен 65,6 кГ/мм2, а угол загиба 180° в обоих случаях. Признаков межкристаллитной коррозии сварных швов у обеих групп образцов не обнаружено.
При поверхностной дуговой электрорезке легированных сталей качество металла на поверхности канавки тщательному обследованию не подвергалось. Однако указывают [57], что на выплавленной поверхности слитков легированной стали трещин не обнаруживали. Дуговая резка используется не только для удаления прибылей, литниковых систем, но и успешно применяется для выплавки дефектов литья.
Дуговая, воздушно-дуговая и кислородно-флюсовая резка успешно используется при поверхностной обработке чугуна. При воздушно-дуговой резке переменным током величиной 400 - 450 а интенсивность выплавления достигает 6 - 7 кг/ч. За один проход можно получать канавки глубиной до 10 мм. Качество поверхности и металла кромок удовлетворительное. У края шлифа наблюдается зона отбела глубиной 0,05 - 0,15 мм; в зоне температурного влияния - глубиной 0,5 - 0,8 мм (мартенсит или перлит с графитовыми включениями). Результаты, близкие к этим, получают и при других способах резки. При кислородно-флюсовой резке продукты сгорания обильно выделяются в виде дыма.
Менее эффективна поверхностная резка цветных металлов. Медленно происходит поверхностная резка меди дуговым или воздушно-дуговым способом. Качество поверхности при этом ниже, чем при фрезеровании или пневматической рубке.
Низкое качество реза получается и при поверхностной резке алюминия воздушно-дуговым методом. Дуга, возбуждаемая на алюминии угольно-графитовыми электродами в потоке воздуха очень неустойчивая. Выстроганная канавка получается неровной, окисленной, с включениями угля на поверхности. При последующей сварке подготовленных таким образом поверхностей частички угля загрязняют ванну и как бы вспенивают ее, препятствуя нормальному формированию сварного шва. Зачистка поверхности после строгания стальной щеткой или травление ее в ванне со щелочью не дают заметного улучшения формирования шва.
При статических испытаниях сварных швов алюминиево- магниевого сплава толщиной 8 мм, выполненных в аргоне вольфрамовым электродом, получены удовлетворительные значения предела прочности (22 - 30 кГ/мм2); угол же загиба при большом разбросе значений у отдельных образцов не превышал 13 - 16°. Неудовлетворительной оказалась ударная вязкость сварных швов, средняя величина которой в результате сварки кромок после зачистки щеткой составляла примерно 2 кГм/см2, а после сварки травленых образцов - 2,8 кГм/см2.
Резка алюминия требует питания дуги постоянным током прямой полярности и происходит медленнее, чем резка стали. Целесообразно работать при максимальных токах электропроводными электродами с высоким содержанием графита. Экономическая эффективность обработки алюминия ниже эффективности строгания стали.
Таким образом, на основе технико-экономической и качественной оценки способов поверхностной резки можно наметить следующие области их рационального применения.
Металл на узких участках особенно при их ограниченной протяженности и криволинейности целесообразно удалять воздушно-дуговой резкой. Это положение действительно для всех видов последующего использования выстроганных поверхностей при сварке. При единичных операциях такого рода или при отсутствии сжатого воздуха для указанных целей можно применять дуговую электрическую резку.
Слои металла небольшой толщины на широких, большой протяженности, преимущественно прямолинейных участках целесообразно снимать кислородной или кислородно-флюсовой резкой. Это особенно рационально при разделке прокатных заготовок. Неглубокие широкие канавки позволяют избежать образования закатов при дальнейшей прокатке.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'