Резка проникающей плазменной дугой
Сущность и основы процесса
Резка проникающей дугой заключается в глубоком проплавлении металла по линии реза дуговым разрядом, направляемым потоком высокотемпературного ионизированного газа (плазмы). Одновременно газовая струя удаляет расплавленный металл. Газ приобретает необходимые свойства в головке резака, где он подвергается непосредственному действию мощного дугового разряда. Чтобы выяснить характер этого воздействия, необходимо рассмотреть особенности механизма возбуждения и поддержания дугового разряда [22], [23].
Для возбуждения дуги между двумя электродами необходимо включить их в цепь рабочего тока и кратковременно замкнуть между собой. При этом в месте контакта мгновенно выделится большое количество теплоты.
В результате интенсивного нагревания металл на торцах электродов расплавляется, а затем испаряется. В это время наряду с нейтральными атомами металла в пар переходят положительные ионы, т. е. атомы металла, потерявшие один или несколько электронов и несущие положительный электрический заряд. При температурах, близких к точке испарения, многие тугоплавкие вещества испускают (эмитируют) электроны, энергия которых в результате нагревания становится достаточной для того, чтобы преодолеть силы притяжения других зарядов. В результате этих процессов, носящих название термоэлектронной и термоионной эмиссии, а также некоторых других видов электронной и ионной эмиссии в межэлектродном пространстве электрического дугового разряда появляется большое количество разноименно заряженных частиц.
Электрическое поле, действующее в промежутке между электродами, вызывает направленное движение этих частиц к противоположным полюсам. На своем пути электрон может приблизиться к какому-либо атому газа, заполняющего дуговой промежуток, настолько близко, что электрическое поле электрона, взаимодействуя с ближайшим из связанных электронов, может удалить его из атома. При этом удаленный электрон сам начинает двигаться к положительному полюсу (аноду) разряда, а потерявший его атом, получая положительный заряд, движется в противоположном направлении - к отрицательному полюсу (катоду). Заряженные частицы могут разрушать другие нейтральные атомы. Происходит ионизация газа.
Ионизация газа осуществляется также в результате столкновения с его частицами быстрых положительных ионов, столкновения нейтральных частиц, движущихся с большой скоростью, и воздействия световой энергии. К ионизации газа приводят и другие процессы, действующие одновременно при достаточно высокой температуре. Степень ионизации газа X принято характеризовать отношением количества электронов Nэ в единице объема газа к первоначальному количеству молекул N0. Она зависит от температуры газа Т°К, его действительного давления р (в мм рт. ст.) и потенциала ионизации υi, т. е. энергии, необходимой для отрыва электрона от атома газа, выраженной в вольтах, и может быть определена из уточненного уравнения Сага [24].

(29)
где е - основание натуральных логарифмов, равное 2,71828; константа К = 1,37·10-16 эрг/°К.
Множитель а2 изменяется от 1 до 4 и зависит от положения газа в периодической системе элементов.
Газ, характеризующийся высокой степенью ионизации (не менее 109 частиц в 1 см3), принято называть плазмой. Плазма обладает специфическими свойствами: она электропроводна; ее проводимость приближается к проводимости металлов; поддается действию магнитных полей. Собственные магнитные поля сжимают и изгибают плазменный шнур. Внешнее продольное поле стабилизирует плазму и равномерно сжимает ее по всей длине шнура.
Плазма, возникающая в газовом разряде, характеризуется неравновесным состоянием вещества. Ее существование поддерживается непрерывно происходящими процессами ионизации. Внутренняя энергия частиц плазмы характеризуется их поступательным, вращательным и колебательным движением. Высокая степень ионизации газа в газоразрядной плазме соответствует ее высокой температуре, которая по данным ряда источников может превышать 50 000°К.
Наряду с процессами ионизации в плазме непрерывно происходят слияние ионов с электронами (рекомбинация), объединение атомов в молекулы (молизация) и другие обратные процессы.
Важное значение имеет свойство энергетического саморегулирования дугового разряда, в любой части которого потери энергии в окружающую среду немедленно компенсируются притоком энергии от источника тока таким образом, что алгебраическая сумма потребляемой и отдаваемой мощностей в данной точке равна нулю. К частям разряда, наиболее интенсивно отдающим энергию, усиливается приток энергии. Поскольку отдельные части разряда представляют собой последовательную цепь и величина тока одинакова на всем протяжении дуги, повышенное потребление мощности на одном из участков разряда сказывается в росте напряженности электрического поля в данной точке и выражается в увеличении падения напряжения ΔU на этом участке.
В зависимости от условий отдачи энергии в каком-либо сечении разряда автоматически меняется напряженность и соответственно общее напряжение дуги, т. е. в конечном счете электрическая мощность, потребляемая от источника тока. При достаточной мощности источника можно поддерживать разряд при сильно изменяющихся условиях.
Процесс образования плазмы в столбе дуги, выражающийся в повышении температуры газа в столбе и степени его ионизации, сопровождается заметным увеличением отдачи энергии дугой. Рост температуры столба приводит к значительному увеличению теплопередачи излучением. В связи с повышением степени ионизации газа в дуге существенно расширяются процессы рекомбинации и молизации газа на границах столба. Все это сопровождается ростом напряжения дуги, в столбе которой процессы образования плазмы происходят более интенсивно.
Освобождающаяся при этом энергия выделяется в виде интенсивных тепловых и световых потоков.
Плазма образуется практически в любом дуговом разряде. Потребление энергии дугой определяется суммой падения напряжения в отдельных частях разряда (фиг. 23). Полное напряжение дуги
складывается из падения напряжения в столбе дуги Ес, падения напряжений катодного Ек и анодного Еа и падения напряжений E1 и Е2 в двух промежуточных областях у электродов, отвечающих неоднородным частям столба дуги. Образование плазмы происходит за счет энергии, потребляемой в столбе дуги.
Плазмообразование интенсифицируется в результате обдува дуги соосным потоком газа. При этом важное значение имеет длина дуги. Так, например, увеличение длины дуги от 1 до 2 мм, возбуждаемой вольфрамовым электродом в аргоне на медной пластине (аноде), вызывает рост потребления мощности в столбе дуги на 40 вт. Энергия, поглощаемая плазмой, частично рассеивается столбом, другая часть ее передается аноду. При одинаковой величине тока 60 а анод поглощает тепловую энергию, эквивалентную 380 вт при дуговом зазоре 0,4 мм и напряжении 9,5 в, и на 55 вт больше при увеличении зазора до 5 мм и напряжения до 11,3 в [25].
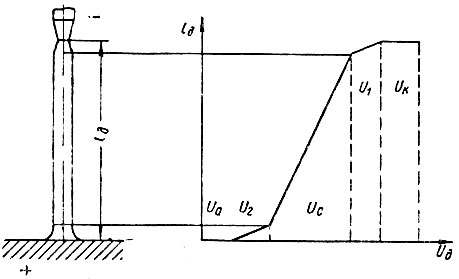
Фиг. 23. Падение напряжения в отдельных областях дугового разряда: анодной Ua; катодной U к; в столбе U с и в приэлектродных зонах U1 и U2; lд - длина дуги
Дальнейшая интенсификация плазмообразования достигается в результате заключения части столба дуги в узкую трубку с охлаждаемыми стенками. Если столб свободной дуги с увеличением величины тока может расширяться, в связи с чем заметных изменений температуры и степени ионизации газа в нем не наблюдается, то столб сжатой дуги не имеет возможности расширяться с возрастанием тока. В результате температура газа и степень его ионизации значительно увеличиваются. Особенно заметный рост этих величин наблюдается при обдуве сжатой дуги соосным ее столбу потоком газа. Проносясь сквозь столб сжатой дуги, газ почти полностью ионизируется, превращаясь в плазму.
Дуги с интенсифицированным плазмообразованием называют плазменными дугами.
Когда сжатую плазменную дугу возбуждают на обрабатываемом металле, то ее основание в отличие от свободной дуги устанавливается на ограниченной площадке его поверхности. При этом в единицу поверхности при равных мощностях дуг вводится большее количество теплоты как за счет дополнительной передачи тепла плазменным потоком, так и в результате более высокой концентрации дугового разряда (фиг. 24). Плазменная сжатая дуга отличается особенно активным плавящим действием.
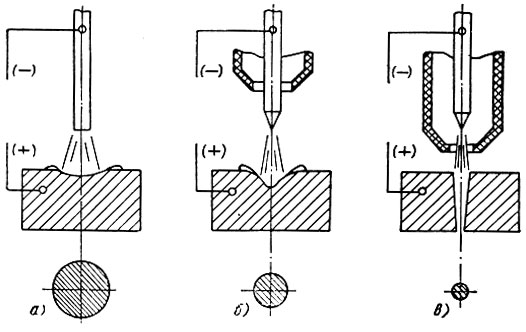
Фиг. 24. Глубина проплавления металла дугами равной мощности при сжатии столба дуги: а - свободная дуга; б - дуга в струе газа; в - проникающая плазменная дуга
Плазменные дуги отличаются также высокой стабильностью и могут быть растянуты на значительную длину (фиг. 25). Возможность растяжки дуги определяется напряжением холостого хода и формой характеристики источника тока. С увеличением длины дуги напряжение ее возрастает. Практически напряжение сжатой плазменной дуги пропорционально ее длине. В то же время возможность растяжки плазменной дуги зависит от размеров канала, сжимающего столб, и характеристик стабилизирующего его газового потока - состава и расхода газа. На фиг. 26 показана полученная автором при проведении опытов зависимость максимальной (разрывной) длины плазменной дуги, сжатой в канале диаметром 4 мм, от расхода аргона.

Фиг. 25. Плазменная дуга, растянутая на 100 мм
Если диаметр трубки, охватывающей столб дуги, небольшой, а расход газа значительный, дуговой разряд начинает самопроизвольно углубляться в металл. Поток ионизированного газа выдувает расплавленный металл, а более холодные слои газового потока, окружающие проводящий плазменный шнур, препятствуют отклонению дуги в сторону, заставляя ее выплавлять металл на дне образовавшегося углубления, все глубже и глубже проникая в толщу обрабатываемой детали. Сжатую плазменную дугу, обладающую такими свойствами, называют проникающей плазменной дугой. Для питания проникающей дуги обычно используют постоянный ток прямой полярности.
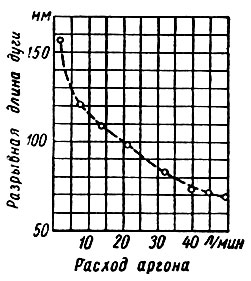
Фиг. 26. Зависимость разрывной длины плазменной дуги (напряжение холостого хода источника тока 140 в) от расхода аргона
Формирование необходимых свойств проникающего дугового разряда достигается установкой тугоплавкого электрода внутрь наконечника с узким выходным каналом. Во время работы сквозь этот канал, по оси которого располагается столб сжатой дуги, продувают поток газа, образующего плазму и стабилизирующего дуговой разряд. В установившейся проникающей дуге (фиг. 27) можно различить четыре участка столба [26].
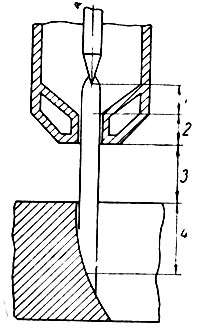
Фиг. 27. Зоны столба проникающей дуги: 1 - закрытый столб: 2 - сжатый столб; 3 - открытый столб: 4 - рабочий участок
На участке от рабочей поверхности (катодной области) электрода до входного сечения канала мундштука расположен участок столба, находящийся внутри мундштука в относительно спокойном потоке холодного газа (закрытый столб). Между входным и выходным сечениями канала мундштука расположен участок столба, подвергающийся сжатию быстрым потоком газа в узкой трубке (сжатый столб). За пределами канала находится открытый столб, не ограничиваемый жесткими стенками, но стабилизированный соосными потоками собственной плазмы и оболочкой более холодного газа. Ниже поверхности обрабатываемого металла расположен рабочий участок дуги, включающий обычно часть открытого столба, анодную область разряда и плазменный факел. Катодная область, закрытая и сжатая зоны столба по функциональным признакам относятся к формирующим частям разряда. Особенно важное значение имеют условия существования сжатого столба. Они в значительной мере определяют размеры сечения столба и структуру рабочего участка разряда, влияя тем самым на режущую активность дуги.
Открытый столб проникающей дуги по сечению неоднороден. Наибольшая степень ионизации и, очевидно, наиболее высокая температура газа наблюдаются в узком шнуре, расположенном по оси столба. Этот шнур обладает высокой проводимостью и служит каналом рабочего тока дугового разряда. К периферии сечения столба степень ионизации, температура и проводимость газа быстро снижаются, приближаясь к условиям окружающей среды.
Выплавляя металл на дне ванны после возбуждения проникающей дуги на поверхности детали, рабочие части разряда погружаются в толщу обрабатываемой детали. Глубина образующейся при этом полости будет увеличиваться до тех пор, пока проводимость плазменного шнура, расположенного по оси разряда, будет более высокой, чем суммарная проводимость газа на пути возможного отклонения тока к стенкам выплавляемого углубления. Необходимо отметить, что с увеличением глубины погружения дуги в металл напряжение ее возрастает. Если источник тока и газовая струя обладают надлежащими характеристиками, то в металле может быть проплавлено сквозное отверстие цилиндрической формы, т. е. сделан дуговой прокол.
Описанная картина наблюдается при действии неподвижной проникающей плазменной дуги (фиг. 28, а). В результате перемещения дуги в каком-либо направлении равенство толщины газовой оболочки, не проводящей тока, по сечению столба разряда нарушается. В результате этого, наибольшая суммарная проводимость газа соответствует траектории, отклоняющейся к лобовой стенке образующейся полости - реза. На лобовой поверхности и размещается основание проникающей дуги/Высота его расположения по толщине детали зависит от режима и свойств газового потока и скорости перемещения дуги (фиг. 28, б). Чем "мягче" дуга (малые расходы газа через относительно широкий канал, сжимающий столб дуги) и чем выше скорость движения дуги, тем ближе к верхней поверхности детали располагается основание дуги. Наоборот, чем ниже скорость резки и чем более "жестким" является режим газового потока (большой расход сквозь узкий канал сжатого столба), тем ниже по лобовой стенке реза опускается основание дуги, приближаясь к нижней поверхности детали.
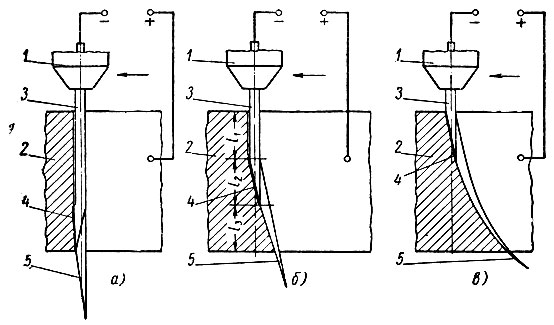
Фиг. 28. Положение режущей дуги в полости реза при низкой (а), средней (б) и высокой (в) скоростях резки: 1 - резак; 2 - разрезаемый металл; 3 - столб дуги; 4 - активное пятно; 5 - плазменный факел. U - участок излучения столба дуги; l2 - участок расположения активного пятна; l3 - участок нагрева плазменным факелом
Осциллографическое исследование режущего участка проникающей дуги по описанной выше методике резки металлического пакета с изолированными листами (фиг. 29) показывает, что даже при ограниченной эффективной толщине пакета равномерного распределения тока в его листах не наблюдается. Максимальная величина тока может наблюдаться в верхнем, среднем и даже в нижнем листах пакета, однако величина тока в других листах при этом значительно меньше, за исключением переходных моментов, когда возможно мгновенное выравнивание величины токов.
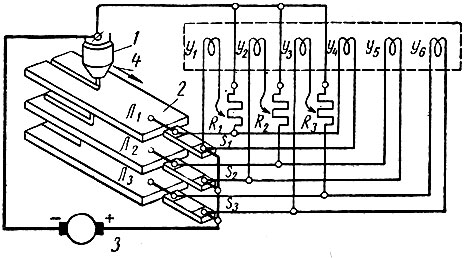
Фиг. 29. Схема резки проникающей дугой пакетного образца с изолированными листами: Л1; Л2; Л3 - листы пакета; S1; S2; S3 - измерительные шунты; R1; R2; R3 - сопротивления; У1; У2; У3; У4; У5 - шлейфы осциллографа; 1 - резак; 2 - пакет; 3 - генератор; 4 - направление резки
На фиг. 30 приведена запись параметров плазменной проникающей дуги во время резки пакета с изолированными листами, выполненная на светочувствительной ленте с помощью осциллографа. Осциллограмма показывает, что, как правило, ток распределяется практически на два листа пакета. Это могут быть верхний и средний или средний и нижний листы. Иногда ток наблюдается только в одном из листов пакета. По абсолютным значениям наибольший ток, как правило, наблюдается в среднем листе пакета.
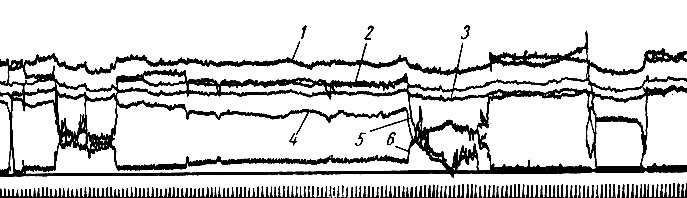
Фиг. 30 Осциллограмма резки пакета проникающей дугой: 1, 2, 3 - рабочее напряжение дуги; кривые 4, 5, 6 - периодически меняющие ориентировку, токи в листах пакета. Под нулевой линией видны зубцы масштаба времени 1/500 сек
Такой характер распределения токов по глубине реза говорит о том, что тепловое действие проникающей плазменной дуги не ограничивается плавлением металла за счет выделения теплоты при бомбардировке заряженными частицами активного пятна на поверхности металла в основании дуги. При резке проникающей дугой может наблюдаться также передача тепла стенкам реза от высокотемпературного столба дули (главным образом путем лучеиспускания) и от факела дуги, образующегося ниже основания столба и омывающего нижние поверхности полости реза. Справедливость этого положения экспериментально подтверждается, с одной стороны, возможностью проплавления свободным столбом проникающей дуги листа металла, изолированного от объекта резки, расположенного над его поверхностью, с другой, как это будет описано ниже, возможностью использования для резки факела плазмы, выделенной из столба плазменной дуги.
Анализируя характер происходящей при этом передачи энергии дуги металлу, можно выявить три области (по толщине разрезаемой детали), в которых реализуются различные схемы введения тепла. Передача тепла лучеиспусканием столба дуги в первой, верхней по толщине металла части реза определяется энергетической однородностью столба дуги по его длине. В связи с тем, что градиент потенциала рабочего участка столба можно считать практически постоянным, тепло на этом участке вводится равномерно по его длине и соответствует доле электрической энергии, реализуемой на участке.
В средней (второй) части реза тепловая энергия вводится в металл преимущественно активным пятном дугового разряда. В нижней (третьей) часта металлу передается энергия, приобретенная потоком плазмы в столбе дуги. Очевидно, что теплосодержание плазмы будет при этом складываться из энергии, необходимой для соответствующего повышения температуры газа, его диссоциации и ионизации. Условно теплосодержание плазмы можно обозначить произведением ее температуры Т и суммарной теплоемкости С. После выделения плазмы из столба дуги ее теплосодержание будет постепенно уменьшаться на величину той энергии, которая передается разрезаемому металлу.
Несмотря на наличие трех зон, характеризующихся различными схемами передачи энергии, общие закономерности процесса с достаточной справедливостью выражаются схемой нагрева дугой прямого действия. При этом фактическое соотношение процессов теплопередачи в различных зонах учитывается эмпирическим эффективным к. п. д. нагрева, значение которого может изменяться в довольно широких пределах.
Таким образом, резка проникающей плазменной дугой заключается в сквозном проплавлении металла по линии реза электрической дугой, стабилизированной соосным потоком газа, приобретающего свойства плазмы при прохождении сквозь сжатый столб дугового разряда. Процесс резки проникающей дугой по своему роду является газо-дуговым и отличается от резки скользящей дугой тем, что во время резки электрод не вводят в полость реза.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'