Поверхностная дуговая резка
Электрический дуговой разряд часто используют для поверхностной резки - удаления прихваток, разделки трещин и дефектов литья и т. д. При этом обрабатываемую деталь устанавливают так, чтобы выплавляемый металл под действием собственного веса мог беспрепятственно стекать :из выплавляемого участка. Это может быть достигнуто при вертикальном или наклонном расположении поверхности, на которой должны получить канавку заданной формы и размеров.
Поверхностную резку можно производить угольным и металлическим электродами. Дугу возбуждают в верхней части реза, после чего перемещают электрод вниз, удерживая его под углом 10 - 60° к обрабатываемой поверхности. Скорость перемещения электрода должна быть такой, чтобы капли выплавляемого металла все время находились под действием дуги. При использовании обмазанных металлических электродов их покрытия могут касаться стенок образующейся канавки; обмазка предохраняет токоведущий стержень электрода от непосредственного соприкосновения с металлом детали; короткого замыкания рабочей цепи при этом не происходит. Тем не менее, не рекомендуется держать конец электрода в расплавленной ванне. Дугу следует поддерживать длиной 3 - 6 мм. Во время выплавки целесообразно придавать электроду равномерные колебательные движения сверху вниз и обратно, как бы сгоняя выплавляемый металл вниз.
Используя поверхностную резку для металла небольшой толщины, нужно следить за тем, чтобы не допускать его сквозного проплавления.
Если обрабатываемой поверхности придать вертикальное или наклонное положение затруднительно, то можно производить поверхностную резку при горизонтальном положении детали, используя стальные обмазанные электроды.
Такой электрод должен во время горения дуги создавать достаточно прочный "козырек" из обмазки. При этом электрод используют не только для поддержания дуги и управления ею, но и для удаления расплавленного металла. С этой целью, нажимая концом электрода на поверхность расплавленной ванны, действу ют им как своеобразным "скребком". При этом электрод удерживают под углом 15 - 20° к поверхности листа. В результате выплавляемый металл выталкивается вперед и по бокам образующейся канавки. Чтобы избежать повторного затекания выплавленного металла в канавку, образующуюся за электродом, прорезание канавок небольшой протяженности (до 150 мм) следует производить за несколько проходов, быстро перемещая электрод. Это необходимо для того, чтобы обрабатываемая деталь не успевала сильно нагреться и не происходило приваривания выплавляемого металла к кромкам. За каждый проход выплавляют металл лишь на очень ограниченную глубину (1,5 - 2 мм). Канавки значительной длины выплавляют при возвратно-поступательном движении электрода (фиг. 5). При поверхностной резке необходимо следить за тем, чтобы поверхность образующейся сзади электрода канавки всегда была темной, что свидетельствует о полном удалении расплавленного металла и хорошем качестве получаемой поверхности. Эта же техника выплавления может быть применена при прорезке узких канавок на вертикальных и наклонных поверхностях, благодаря чему процесс выплавления несколько ускоряется.
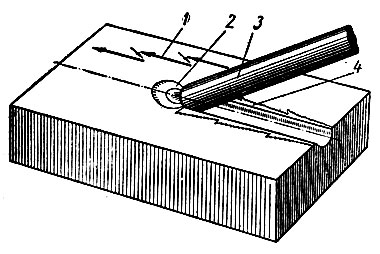
Фиг. 5. Дуговая выплавка горизонтальных канавок: 1 - характер движения конца электрода; 2 - волна выплавляемого металла; 3 - электрод; 4 - застывший выплавленный металл
Интенсивность выплавления металла при поверхностной резке подчиняется приведенному выше уравнению (9). Наряду с величиной рабочего тока интенсивность выплавления зависит от угла наклона электрода, с величиной которого, по-видимому, связаны значение эффективного к. п. д. дуги и степень механического воздействия газов, образующихся при нагревании электродного покрытия, на расплавленный металл. Наибольшая интенсивность выплавления соответствует электроду, наклоненному под углом 10 - 15°. При меньшем угле наклона электрода значительная часть энергии дуги вместе с нагретыми ионизированными газами рассеивается в окружающую среду. При большем угле удаление расплавленного металла из образующейся ванны затрудняется; металл дольше задерживается в ванне, и в результате возникающего при этом перегрева (увеличивается Тк) интенсивность выплавления снижается.
Диаметр электрода при поверхностной резке выбирают соответственно заданной ширине канавки b. При этом можно руководствоваться эмпирическим соотношением
где dэ - диаметр электрода с обмазкой.
Канавки большой ширины выплавляют на вертикальных поверхностях, сообщая электроду поперечные колебания. Глубину канавки регулируют скоростью перемещения электрода. Канавки значительной глубины выплавляют за несколько проходов.
Качество поверхности при поверхностной резке удовлетворительное; поверхность получается ровной, покрытой тонкой пленкой окисленного металла. С помощью электрической дуги можно быстро прожигать отверстия в листовой стали. Этот процесс происходит следующим образом. Электродом, покрытым достаточно толстым слоем обмазки (1 - 1,5 мм), возбуждают дугу в точке поверхности металла, соответствующей предполагаемому отверстию. По возбуждении дуги на обрабатываемой поверхности образуется ванночка жидкого металла, а на конце электрода вследствие расплавления электродного стержня появляется достаточно прочный козырек из обмазки. После этого конец электрода доводят до соприкосновения с поверхностью жидкой ванны и слегка нажимают на него сверху вниз.
Процесс дугового прожигания отверстий является очень производительным. Прожигание отверстия в малоуглеродистой стали толщиной 10 мм электродом диаметром 4 мм при величине тока 350 а происходит за 3 - 5 сек.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'