III. Электросталеплавильное производство
Выплавка стали в электрических печах составляет около 8% от выплавки всей стали.
В ближайшее время намечена установка дуговых плавильных агрегатов емкостью 80 и 180 т и индукционных вакуумных печей емкостью 1 и 3 г.
1. Характеристика сталеплавильных печей
Характеристика дуговых плавильных печей
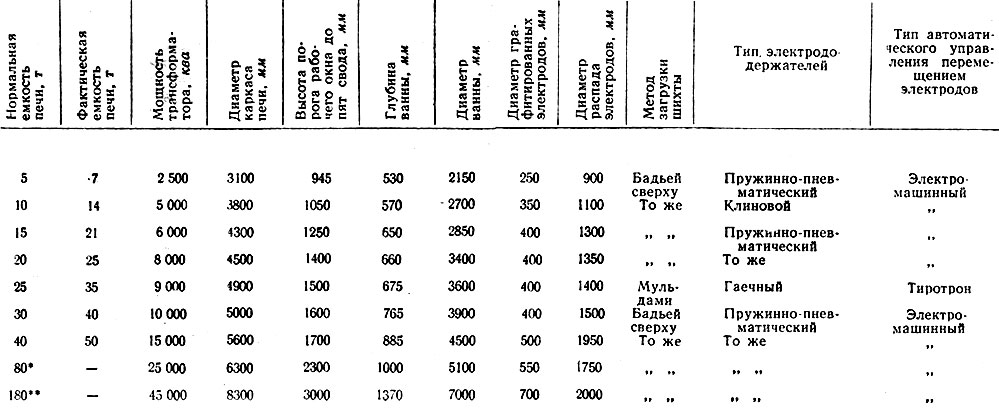
* (ДСП-80.)
** (ДСП-180)
2. Плавка стали в дуговых печах
Технико-экономические показатели работы дуговых электропечей зависят от мощности трансформатора, способа загрузки шихты, сортамента выплавляемых сталей, способа выплавки, стойкости футеровки, организации работы в цехе, выхода годного.
Средняя продолжительность плавок легированных сталей при выплавке на свежей шихте с рудным кипом без применения кислорода составляет 5 час. - 6 час. 30 мин.; удельный расход электроэнергии при этом 750-850 квт-ч/т.
Общие простои дуговых электропечей лучших цехов составляют 4-5%.
Применение кислорода сокращает продолжительность плавки, повышает производительность электропечей на 20-25% и сокращает расход электроэнергии на 1 т стали до 30%.
Технико-экономические показатели плавок быстрорежущий Р18 и нержавеющей стали 1Х18Н9Т
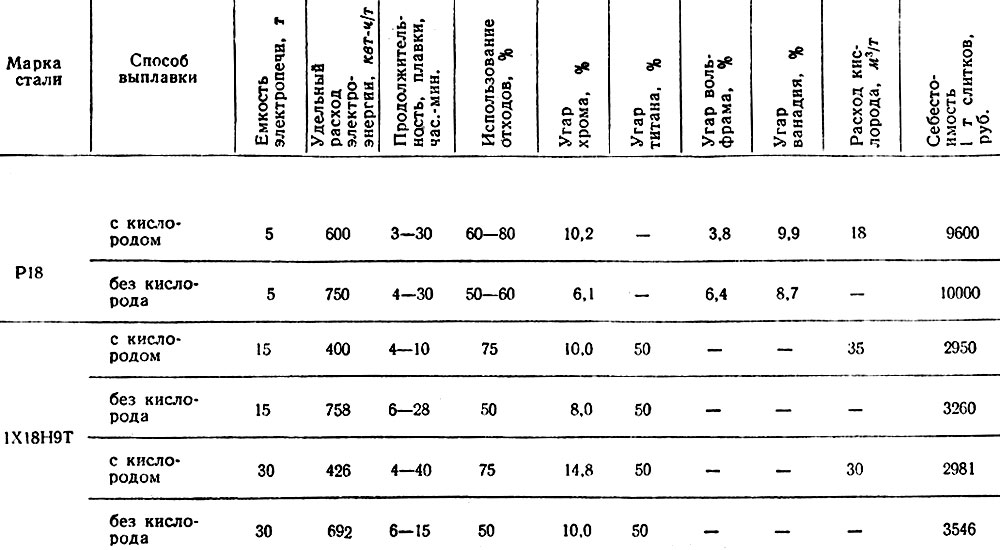
Основная масса стали выплавляется в дуговых электропечах двумя методами: без использования легированных отходов и с их использованием (до 70%). Применение кислорода позволило в обоих случаях при необходимости проводить окисление стальной ванны.
Плавка стали в дуговой электропечи состоит из трех периодов: загрузки агрёгата шихтовыми материалами, расплавления твердой садки и выдержки жидкого металла. За период выдержки ванны проводятся окислительные и восстановительные процессы или только восстановительные.
Расплавление шихты проводится на максимальной мощности трансформатора. Окисление ванны осуществляется железной рудой и кислородом. Диффузионное раскисление металла проводится под белым, карбидным или слабо-карбидным шлаками.
В качестве глубинных раскислителей ванны применяются силикокальций, металлический кальций, силико-цирконий, алюмобарий, церий, магний и ряд других металлов и сплавов.
Для обеспечения более высокого качества металла и оптимального теплового режима плавок применяются специальные термопары (вольфрамо-молибденовые, платина-платинородиевые и др.), позволяющие контролировать температуру металла и шлака по ходу плавки и температуру футеровки.
В целях снижения индуктивных потерь в СССР впервые разработана и осуществлена на некоторых печах трехбифилярная короткая сеть ("треугольник" на электродах). Более 90% всей стали отливается сифоном в чугунные изложницы.
Развес слитков колеблется от 150 кг до 30 г. Стали с высоким содержанием титана разливаются в инертной атмосфере.
Режим дугового электреобогрева слитков
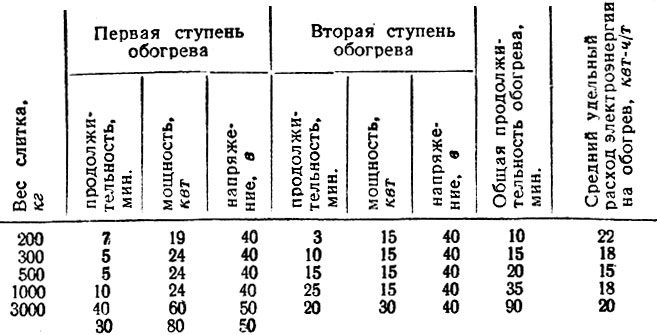
Применение электрообогрева прибылей быстрорежущих слитков повышает выход годного проката на 8-9%.
Непрерывная разливка нержавеющей стали 1Х18Н9Т снижает обрезь металла при прокате и повышает выход годного на 12%.
Применение высокоглиноземистых огнеупоров (Аl2O3 - 75%) увеличивает срок службы сталеразливочных ковшей в 1,5-2 раза и снижает загрязненность металла неметаллическими включениями.
3. Плавка стали в индукционных печах
В индукционных печах выплавляются в основном высоколегированные стали и сплавы специального назначения, имеющие низкое содержание углерода (не более 0,05%) и кремния (не более 0,15%). Емкость индукционных печей колеблется от 150 кг до 8 г.
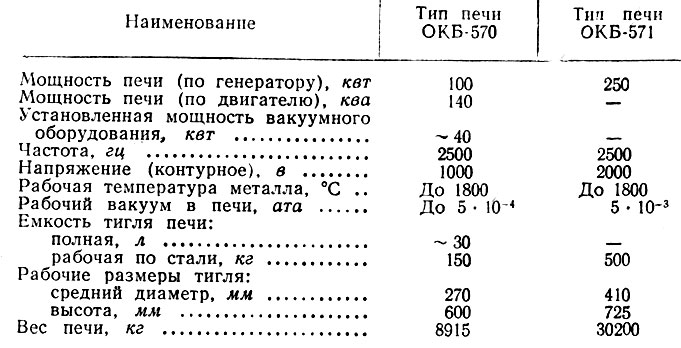
Техническая характеристика двух типов индукционных вакуумных печей
4. Футеровка плавильных печей
Для изготовления футеровки дуговых и индукционных печей используются высокоогнеупорные основные и кислые материалы. Кислая футеровка выполняется из кварцита (98,8% Si02) с различным зерновым составом.
Основная футеровка индукционных плавильных печей выполняется из магнезито-хромита, глинозема, окиси циркония и других огнеупорных материалов.
Футеровка дуговых печей изготовляется из различных материалов, а именно: подины изготовляются из шамота, магнезитового кирпича и магнезитовой набивки (150-190 мм). Стены печей выполняются тремя, четырьмя блоками из магнезита, доломита (42%) и каменноугольного пека (8%). Своды преимущественно набираются из магнезито-хромитового термостойкого кирпича.
Высокую стойкость показали подины из магнезитового кирпича без набойки и с применением для набивного слоя магнезито-хромитовой массы.
Стойкость основной футеровки электропечей (в плавках)
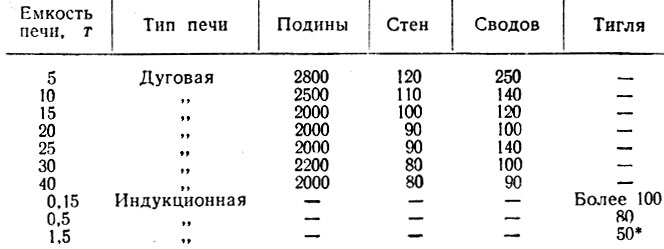
* (После 50 плавок тигель заменяют новым независимо от состояния футеровки.)
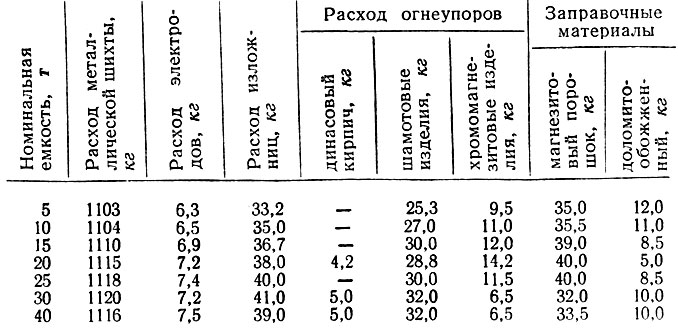
5. Рекомендуемые данные по расходу материалов на 1 т стали
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'