§ 96. Штангенинструменты
Штангенинструменты являются распространенными в машиностроении видами измерительного инструмента. Их применяют для измерения наружных и внутренних диаметров, длин, толщин, глубин и т. д.
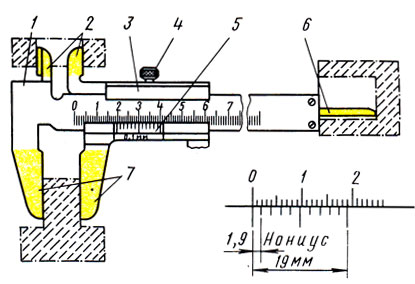
Рис. 369. Штангенциркуль ШЦ-I: 1 - штанга, 2,7 - губки, 3 - подвижная рамка, 4 - зажим, 5 - шкала нониуса, 6 - линейка глубиномера
Штангенциркули применяют трех типов: ШЦ-I, ШЦ-II и ШЦ-III.
Штангенциркули изготовляют с пределами измерений 0-125 мм (ШЦ-1); 0-160 (ЩЦ-II); 0 - 400 (ШЦ-III) и с величиной отсчета 0,1 мм (ШЦ-I); 0,05 (ШЦ-II и ШЦ-III).
Штангенциркуль ШЦ-1 (рис. 369) применяют для измерения наружных, внутренних размеров и глубин с величиной отсчета по нониусу 0,1 мм. Штангенциркуль имеет штангу 7, на которой нанесена шкала с основными миллиметровыми делениями. На одном конце этой штанги имеются измерительные губки 2 и 7, а на другом конце линейка 6 для измерения глубин. По штанге перемещается подвижная рамка 3 с губками.
Рамку в процессе измерения закрепляют на штанге зажимом 4. Нижние губки 7 служат для измерения наружных размеров, а верхние 2 - для внутренних размеров. На скошенной грани рамки 3 нанесена шкала 5 с дробными делениями, называемая нониусом. Нониус предназначен для определения дробной величины цены деления штанги, т. е. для определения доли миллиметра. Шкала нониуса длиной 19 мм разделена на 10 равных частей; следовательно, каждое деление нониуса равно 19 : 10 = 1,9 мм, т. е. оно короче расстояния между каждыми двумя делениями, нанесенными на шкалу штанги, на 0,1 мм (2,0 - 1,9 = 0,1). При сомкнутых губках начальное деление нониуса совпадает с нулевым штрихом шкалы штангенциркуля, а последний - 10-й штрих нониуса - с 19-м штрихом шкалы.
При измерении губки 7 должны прилегать друг к другу без просветов.
Перед измерением при сомкнутых губках нулевые штрихи нониуса и штанги должны совпадать. При отсутствии просвета между губками для наружных измерений или при небольшом просвете (до 0,012 мм) должны совпадать нулевые штрихи нониуса и штанги.
При измерении деталь берут в левую руку, которая должна находиться за губками и захватывать деталь недалеко от губок (рис. 370, а). Правая рука должна поддерживать штангу, при этом большим пальцем этой руки перемещают рамку до соприкосновения с проверяемой поверхностью, не допуская перекоса губок и добиваясь нормального измерительного усилия.
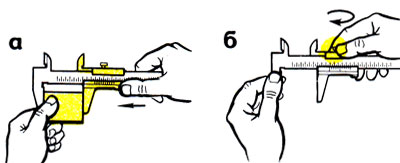
Рис. 370. Приемы измерения: a - установка инструмента на деталь, б - закрепление рамки
Рамку закрепляют зажимом большим и указательным пальцами правой руки, поддерживая штангу остальными пальцами этой руки; левая рука при этом должна поддерживать нижнюю губку штанги (рис. 370, б). При чтении показаний штангенциркуль держат прямо перед глазами (рис. 371, а). Целое число миллиметров отсчитывают по шкале штанги слева направо нулевым штрихом нониуса. Дробная величина (количество десятых долей миллиметра) определяется умножением величины отсчета (0,1 мм) на порядковый номер штриха нониуса, не считая нулевого, совпадающего со штрихом штанги. Примеры отсчета показаны на рис. 371, б.
Штангенциркуль ШЦ-II (рис. 372, а) с величиной отсчета по нониусу 0,05 мм предназначен для наружных и внутренних измерений и разметки. Это инструмент высокой точности. Верхние губки штангенциркуля заострены и используются для разметочных работ.
Для точной установки подвижной рамки относительно штанги штангенциркуль снабжен микрометрической подачей (винт и гайка).
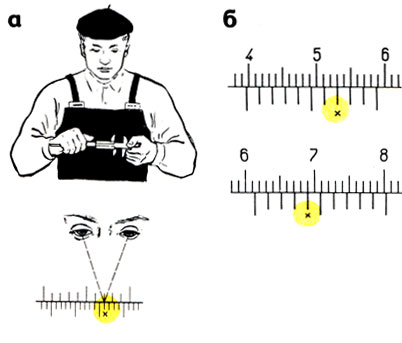
Рис. 371. Чтение показаний штангенциркуля: а - положение глаз, б - примеры отсчета размера: 39 + 0,1 × 7 = 39,7; 61 + 0,1 × 4 = 61,4
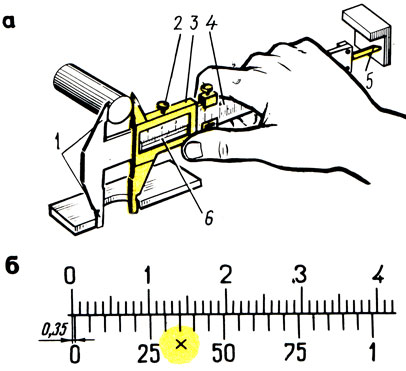
Рис. 372. Штангенциркуль ШЦ-11: а - устройство, б - пример отсчета,1 - губки, 2 - зажимы, 3 - рамка, 4 - штанга (0,05 × 7 = 0,35); 5 - глубиномер, 6 - шкала нониуса
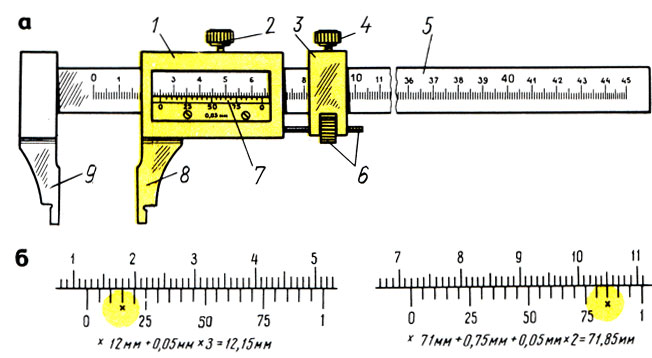
Рис. 373. Штангенциркуль ШЦ-III: а - устройство, б - примеры отсчета; 1 - подвижная рамка, 2 - зажим рамки, 3 - рамка микрометрической подачи, 4 - зажим рамки микрометрической подачи, 5 - штанга с делениями, 6 - микрометрическая подача, 7 - нониус, 8 - подвижная губка, 9 - неподвижная губка
Деления на штанге 4 нанесены через один миллиметр. Шкала нониуса 6 длиной 39 мм разделена на 20 равных частей. Следовательно , каждое деление нониуса равно 1,95 мм (39 : 20 = 1,95), т. е. короче расстояния между каждыми двумя делениями, нанесенными на шкале штанги, на 0,05 мм (2-1,95 = 0,05).
Перед измерением необходимо убедиться в совпадении нулевого штриха нониуса с нулевым штрихом штанги.
Для грубых измерений рамку 3 перемещают по штанге до плотного прилегания губок 7 к поверхности измеряемой детали и после закрепления зажимом 2 производят отсчёт. Для точной установки штангенциркуля и точных измерений пользуются микрометрической подачей.
На рис. 372, б показан пример определения доли миллиметра нониуса штангенциркуля с величиной отсчета 0,05 мм.
Дробная величина 0,35 мм получена в результате умножения величины отсчета (0,05 мм) на порядковый номер штриха нониуса, т. е. седьмого (крестиком указан 7-й штрих нониуса), совпадающего со штрихом штанги, не считая нулевого деления: 0,05 мм × 7 = 0,35 мм. Для ускорения отсчета используют цифры нониуса 25, 50 и т. д., обозначающие сотые доли миллиметра.
Штангенциркуль ШЦ-Ш (рис. 373, а) с величиной отсчета по нониусу 0,05 мм предназначен для наружных и внутренних измерений. Этот штангенциркуль применяется реже.
Штангенциркуль ШЦ-III состоит из подвижной рамки 7, зажима 2 этой рамки, рамки микрометрической подачи 3, зажима рамки микрометрической подачи 4, штанги 5 с миллиметровыми делениями, гайки и винта микрометрической подачи 6, нониуса 7, подвижной измерительной губки 9 и неподвижной измерительной губки 9. Измерение и порядок отсчета выполняют так же, как и по штангенциркулю ШЦ-II (рис. 373, б).
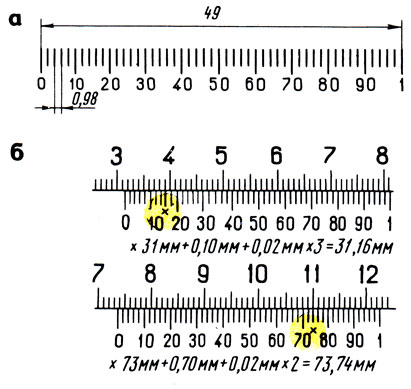
Рис. 374. Нониус штангенциркуля с величиной отсчета 0,02 мм (а), примеры отсчета (б)
Штангенциркули с величиной отсчета по нониусу 0,02 мм промышленностью не выпускаются, но на производстве еще их используют.
Нониус в этом штангенциркуле имеет длину 49 мм (рис. 374, а), разделен на 50 частей. Одно деление нониуса составляет: 49 : 50 = 0,98 мм, что на 0,02 мм меньше миллиметра. Устройство нониуса этого штангенциркуля показано на рис. 374, а, а примеры отсчета - на рис. 374, 6. При измерении штангенциркулями внутренних размеров к показаниям штангенциркуля добавляется толщина губок, указанная на них.
Штангенглубиномер служит для измерения высот, глубины глухих отверстий, канавок, пазов, выступов. Штангенглубиномеры изготовляют с пределами измерений 0 - 250 (величина отсчета по нониусу 0,05 мм) и 0 - 500 мм (величина отсчета по нониусу 0,1 мм).
Штангенглубиномер (рис. 375, а) состоит из основания 9 с рамкой 8 и нониусом 7, зажима рамки 2, штанги 5 с миллиметровыми делениями, микрометрической подачи (винт 6 и гайка 7) и зажима 3. Измерительными поверхностями штангенглубиномера служит плоское основание 9 и торец 10 штанги.
Перед измерением штангенглубиномером проверяют нулевое положение инструмента. При соприкосновении измерительных поверхностей основания и штанги с плитой (рис. 375, в) или лекальной линейкой (рис. 375, 6) нулевые штрихи нониуса и штанги должны совпадать.
При измерении основание 9 (рис. 375, а) ставят на измеряемую поверхность (рис. 375,г) детали, от которой начинается измерение, и прижимают основание левой рукой к измеряемой поверхности, а правой рукой штангу 5 передвигают от упора в другую поверхность, до которой измеряют расстояние. В этом положении рамку 4 микрометрической подачи стопорят зажимом 3. Затем вращают гайку 7, после чего рамку В стопорят зажимом 2.
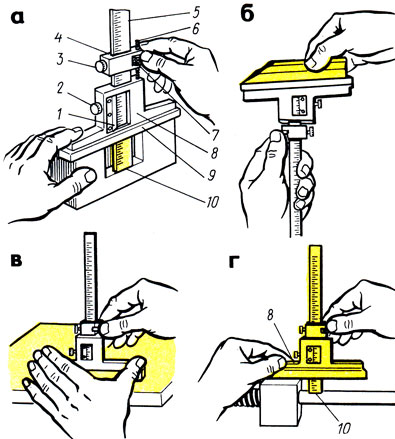
Рис. 375. Штангенглубиномер: а - устройство, б - проверка нулевого положения лекальной линейкой, в - проверка нулевого положения на плите, г - прием измерения; 1 - нониус, 2, 3 - зажимы, 4 - рамка микрометрической подачи, 5 - штанга, 6 - винт микроподачи, 7 - гайка, 8 - рамка, 9 - основание, 10 - торец штанги
Результат измерения отсчитывается так же, как и по штангенциркулю, - по основной шкале (целые миллиметры) и по нониусу 7 (дробные доли миллиметра).
В некоторых случаях для измерения труднодоступных мест применяют штанги с изогнутым концом.
Штангенрейсмасы предназначаются для измерения высот от плоских поверхностей и точной разметки.
Штангенрейсмас (рис. 376, а, 6) состоит из основания Я в котором жестко закреплена штанга В со шкалой; рамки 7 с нониусом 5 и стопорным винтом 6; устройства для микрометрической подачи 4, включающего движок, винт, гайку и стопорный винт; сменных ножек 7 для разметки с острием и для измерения высоты, с двумя измерительными поверхностями (нижней плоской и верхней в виде острых ребер шириной не более 0,2 мм); стопорного винта 2 для закрепления ножки 7 и державки 3 на выступе рамки 7 для игл различной длины.
Для проверки нулевого отсчета перед использованием штангенрейсмас устанавливают на поверочную плиту и рамку опускают вниз до соприкосновения измерительной поверхности ножки с плитой (рис. 377, а), при этом нулевой штрих шкалы нониуса должен совпадать с нулевым штрихом шкалы. Если штангенрейсмас имеет нижние пределы измерения выше 40 мм, то проверка производится установкой под ножку плоскопараллельных плиток (рис. 377, б). При отсутствии зазора между ножкой и плитой (или концевой мерой, равной нижнему пределу) нулевые штрихи нониуса и штанги должны совпасть.
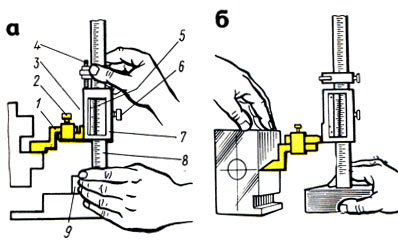
Рис. 376. Штангенрейсмас: а - прием измерения, б - прием разметки; 1 - сменные ножки для измерения, 2, 6 - стопорные винты, 3 - державка, 4 - микроподача, 5 - нониус, 7 - рамка, 8 - штанга, 9 - основание
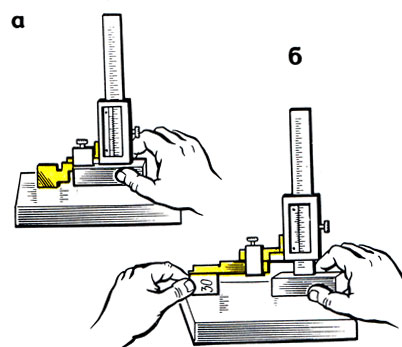
Рис. 377. Проверка нулевого положения штангенрейсмаса: а - на плите, б - при помощи плоскопараллельных концевых мер длины (плиток)
При измерении (см. рис. 376, а) левой рукой прижимают основание к плите и подводят ножку к проверяемой поверхности, затем правой рукой при помощи микрометрической подачи 4 доводят измерительную ножку до соприкосновения нижней части ножки с проверяемой поверхностью. При разметке (см. рис. 376, б) правой рукой устанавливают требуемый размер (высоту), слегка прижимают левой рукой основание к плите, перемещая штангенрейсмас относительно размечаемой детали. Острием ножки наносят риски.
Показания штангенрейсмаса читают так же, как и штангенциркуля. При измерении высоты верхней измерительной плоскостью необходимо к полученному размеру прибавить высоту ножек.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'