§ 68. Ручная клепка
Независимо от применяемых инструментов и приспособлений склепываемые детали располагают таким образом, чтобы закладные головки заклепок находились сверху. Это позволяет вставлять заклепки предварительно.
Необходимое количество, диаметр и длину заклепок определяют расчетным путем. Длину стержня заклепки выбирают в зависимости от толщины склепываемых листов (пакета) и формы замыкающей головки.
Длина части стержня заклепки для образования замыкающей потайной головки принимается (рис. 287, а);
где I - длина стержня заклепки, мм; S - толщина склепываемых листов, мм; d - диаметр заклепки, мм.
Для образования замыкающей полукруглой головки (рис. 287, б);
Расстояние от центра заклепки до края склепываемых листов должно составлять 1,5d заклепки.
В зависимости от диаметра заклепки отверстия в склепываемых листах (пакетах) сверлят или пробивают. Диаметр отверстия должен быть больше диаметра заклепки в такой зависимости:
Различают два вида клепки: с двусторонним подходом, когда имеется свободный доступ как к замыкающей, так и закладной головке, и с односторонним подходом, когда доступ к замыкающей головке невозможен. В связи с этим различают два метода клепки: открытый, или прямой, и закрытый, или обратный.
Прямой метод клепки характеризуется тем, что удары молотком наносят по стержню со стороны вновь образуемой, т. е. замыкающей, головки. Клепка прямым методом начинается со сверления отверстия под заклепку (рис. 288, а). Затем в отверстие вводят снизу стержень заклепки и под закладную головку ставят массивную поддержку 2 (рис. 288, б). Склепываемые листы осаживают (уплотняют) при помощи натяжки 7, которую устанавливают так, чтобы выступающий конец стержня вошел в ее отверстие. Ударом молотка по вершине натяжки осаживают листы, устраняя зазор между ними.
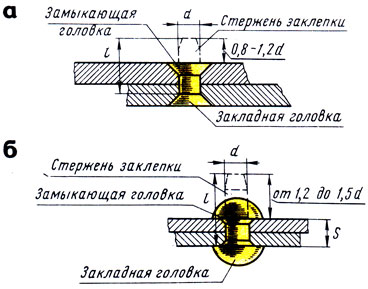
Рис. 287. Элементы заклепки: а - с потайной головкой, б - с полукруглой головкой
После этого расклепывают стержень заклепки. Так как при расклепывании металл упрочняется, стремятся к возможно меньшему числу ударов. Поэтому сначала несколькими ударами молотка осаживают стержень (рис. 288, в), затем боковыми ударами
молотка придают полученной головке необходимую форму (рис. 288, г), после чего обжимкой 3 окончательно оформляют замыкающую головку (рис. 288, д).
При выполнении шва с потайными головками под закладную головку ставят плоскую поддержку, ударяют точно по оси заклепки.
Во избежание образования неровностей клепку выполняют не подряд, а через два-три отверстия, начиная с крайних, после чего производят клепку по остальным отверстиям.
Обратный метод клепки характеризуется тем, что удары молотком наносят по закладной головке. Обратный метод применяют при затрудненном доступе к замыкающей головке. При работе по этому методу стержень заклепки вводят сверху (рис. 289, а), поддержку ставят под стержень. Молотком ударяют по закладной головке через оправку (рис. 289, б), формируя при помощи поддержки замыкающую головку. Качество клепки по этому методу несколько ниже, чем по прямому.
Клепку по обратному методу выполняют также взрывными и трубчатыми заклепками (особые виды клепки).
Способ клепки ВИ-Таумель (разработан и широко применяется в Швейцарии). Головка Таумель, в которой помещается обжимка, вращается вокруг оси заклепочною стержня,
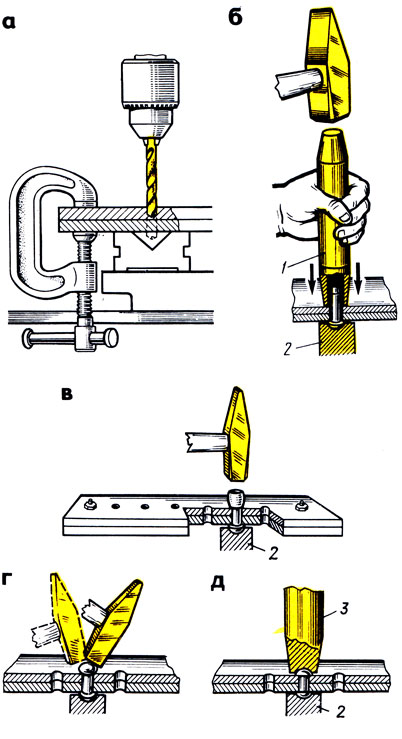
Рис. 288. Процесс клепки прямым методом: a - сверление отверстия, б - осаживание склепываемых листов при помощи натяжки, в - осаживание стержня заклепки, г - придание формы замыкающей головке при помощи молотка, д - окончательное оформление замыкающей головки при помощи обжимки; 1 - натяжка, 2 - поддержка, 3 - обжимка
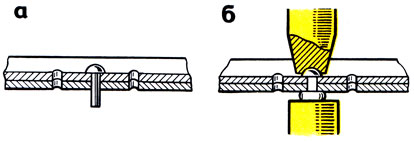
Рис. 289. Процесс клепки обратным методом: а - вставка заклепки в отверстие, б - оформление замыкающей головки
Таким образом, продольная ось обжимки описывает в пространстве конус, вершина которого расположена в середине замыкающей головки. Благодаря этому возникает движение прецессии, причем исключается всякое скольжение между обжимкой и заклепочным стержнем так, что обжимка обкатыванием геометрически воспроизводит свою форму на заклепке. Прижимное усилие по линии касания между инструментом и заклепочной головкой слегка превышает предел прочности (при сжатии) обрабатываемого материала.
Замыкающая головка заклепки образуется постепенной деформацией материала, так как при каждом проходе линии касания обжимки прокатывается лишь малое количество заклепочного материала. Благодаря этому в противоположность другим способам клепки материалу обеспечивается оптимальная текучесть.
Способ клепки ВК-Таумель имеет преимущества: бесшумность, сохранность гальванических покрытий, несмотря на деформацию; возможность обработки даже цементованных заклепок; получение гладкой поверхности замыкающей головки благодаря движению прецессии клепального инструмента в противоположность точечной или радиальной клепке, при которых на поверхности замыкающей головки образуется множество фасеток; простота и надежность способа, не требующего высококвалифицированного труда; высококачественное соединение; простота изготовления обжимок.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'