§ 67. Виды заклепочных соединений. Инструменты и приспособления для клепки
Место соединения деталей заклепками называется заклепочным швом (рис. 285).
В зависимости от характеристики и назначения заклепочного соединения заклепочные швы делят на три вида: прочные, плотные и прочно-плотные.
Прочный шов применяют для получения соединений повышенной прочности. Прочность шва достигается тем, что он имеет несколько рядов заклепок. Эти швы применяют при клепке балок, колонн, мостов и других металлических конструкций.
Плотный шов применяют для получения достаточно плотной и герметичной конструкции при небольших нагрузках.
Соединения с плотным швом выполняют обычно холодной клепкой. Для достижения необходимой герметичности шва применяют различного рода прокладки из бумаги, ткани, пропитанные олифой или суриком, или подчеканку шва. Эти швы применяют при изготовлении резервуаров, не подвергающихся высоким давлениям (открытые баки для жидкости), некоторых других изделий.
Рис. 285. Внешний вид заклепочных швов
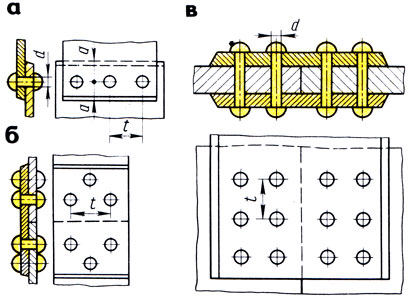
Рис. 286. Заклепочные швы: а - нахпесточный, б - стыковой, в - с двумя накладками
Прочно-плотный шов применяют для получения прочного и вместе с тем непроницаемого для пара, газа, воды и других жидкостей соединения, например в паровых котлах и различных резервуарах с высоким внутренним давлением.
Прочно-плотные швы выполняют горячей клепкой при помощи клепальных машин с последующей подчеканкой головок заклепок и кромок листов.
В каждом заклепочном соединении заклепки располагают в один-два и более рядов.
В зависимости от расположения соединяемых деталей различают соединения (нахлесточные) (рис. 286, а), в которых край одного листа накладывается на край другого;
соединения {стыковые), которые характеризуются тем, что соединяемые детали своими торцами плотно примыкают друг к другу и соединяются при помощи одной или двух накладок (рис. 286, б, а).
Инструменты и приспособления для клепки. Различают клепку ручную, механизированную, при которой применяют пневматические клепальные молотки, и машинную, выполняемую на прессах одинарной и групповой клепки.
При ручной клепке применяют слесарные молотки с квадратным бойком (см. рис. 62), поддержки, обжимки, натяжки и чеканки.
Массу молотка выбирают в зависимости от диаметра заклепки:

Поддержки являются опорой при расклепывании стержня заклепок, форма и размеры поддержек зависят от конструкции склепываемых деталей и диаметра стержня заклепки, а также от выбранного метода клепки (прямой или обратный). Поддержка должна быть в 3 - 5 раз массивнее молотка.
Обжимки служат для придания замыкающей головке заклепки после осадки требуемой формы. На одном конце обжимки имеется углубление по форме головки заклепки.
Натяжка представляет собой бородок с отверстием на конце. Натяжка применяется для осаживания листов.
Чекан представляет собой слесарное зубило с плоской рабочей поверхностью и применяется для создания герметичности заклепочного шва, достигаемой обжатием (подчеканкой) замыкающей головки и края листа.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'