§ 55. Приемы развертывания
Развертыванию всегда предшествует сверление или зенкерование отверстий. Размер сверла или зенкера, которым отверстие (Обрабатывалось перед развертыванием, выбирают с таким расчетом, чтобы на черновое развертывание оставался припуск 0,25 - 0,50 мм и на чистовое 0,05 - 0,015 мм. Глубина резания определяется толщиной срезаемого слоя, составляющей здесь половину припуска на диаметр. Элементы резания при развертывании показаны на рис. 249.
Величина подачи и скорости резания при развертывании оказывают существенное влияние на шероховатость поверхности отверстия. Чем выше требования к качеству поверхности, тем меньше должны быть скорости резания и подачи. При этом нужно иметь в виду, что для отверстий диаметром не более 25 мм оставляют припуск под черновое развертывание 0,1-0,15 мм, под чистовое 0,05 - 0,02 мм. Отверстия диаметром меньше 25 мм следует обрабатывать сначала черновой разверткой, затем чистовой. Отверстия диаметром свыше 25 мм обрабатывают предварительно зенкером, затем черновой и чистовой развертками.
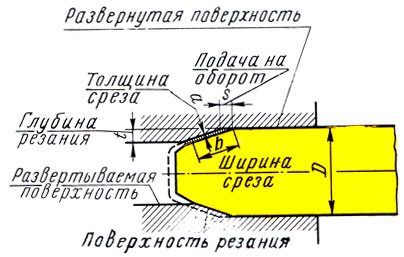
Рис. 249. Элементы резания при развертывании
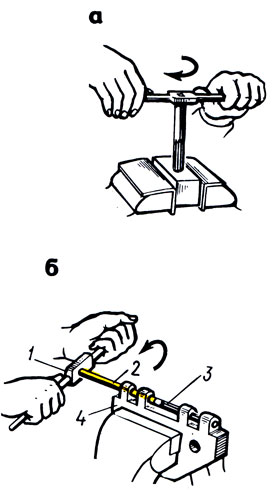
Рис. 250. Развертывание: а - установка развертки и воротка, б - развертка с удлинителем; 1 - вороток, 2 - удлинитель, 3 - развертка, 4 - деталь
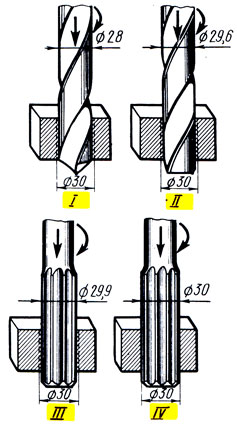
Рис. 251. Последовательность обработки отверстия: I - сверление, II - зенкерование, III - черновое развертывание, IV - чистовое развертывание
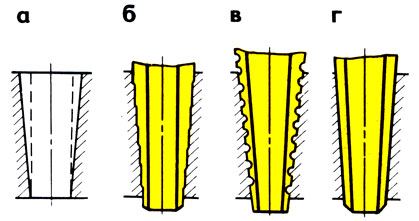
Рис. 252. Обработка конических отверстий: а - деталь с коническим отверстием, б - обработка отверстия ступенчатым зенкером, в - развертывание разверткой со стружкопомными канавками, г - развертывание конической разверткой с гладкими режущими лезвиями
Для развертывания деталь надежно закрепляют в тисках. Крупные детали не закрепляют. Значительное влияние на шероховатость и точность развертывания оказывает смазка и охлаждение. При отсутствии охлаждения и смазки происходит разбивка отверстия: оно получается неровным, шероховатым и, кроме того, возникает опасность защемления и поломки развертки. Поэтому при развертывании применяют смазочно-охлаждающие жидкости.
Ручное развертывание. Приступая к развертыванию, прежде всего следует:
выбрать соответствующую развертку, затем убедиться, что выкрошенных зубьев или забоин на режущих кромках нет;
проверить величину оставленного припуска на развертывание, который не должен быть больше установленного, так как в противном случае развертка быстро затупится и могут выкрошиться зубья;
осторожно установить в отверстие развертку и проверить ее положение по угольнику 90°. Убедившись в перпендикулярности оси, в отверстие детали вставляют конец развертки так, чтобы ось ее совпала с осью отверстия. Далее плавно вращают развертку, подавая ее в отверстие. Развертку вращают только в одном направлении, при вращении в обратном - испортится лезвие (выкрошится) (рис. 250, а).
Для развертывания отверстий в труднодоступных местах детали 4 применяют специальные удлинители 2 (рис. 250, 6), надевающиеся на квадрат хвостовика развертки 3, а на квадрат хвостовика удлинителя установить вороток 7.
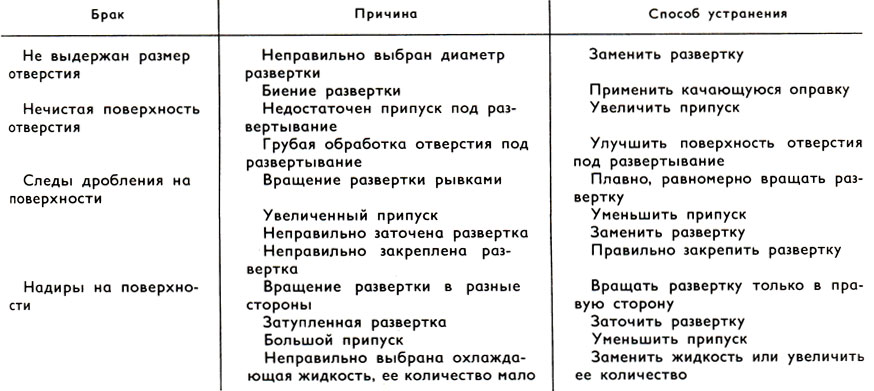
Таблица 3. Брак при развертывании и способы его устранения
На рис. 251 показана последовательность обработки отверстия диаметром 30 мм в стальной детали по 6 - 7 квалитетам;
I - сверление отверстия диаметром 28 мм;
II - зенкерование зенкером диаметром 29,6 мм;
III - развертывание черновой разверткой диаметром 29,9 мм;
IV - развертывание чистовой разверткой диаметром 30 мм.
Обработка конических отверстий. При обработке конических отверстий с большой конусностью (рис. 252, а) применяют комплект из трех инструментов. Вначале обрабатывают отверстие ступенчатым зенкером (рис. 252, б), затем применяют развертку со стружколомными канавками (рис. 252, в) и далее коническую развертку с гладкими режущими лезвиями (рис. 252, г).
Машинное развертывание производят так же, как и сверление, т. е. развертка жестко закрепляется с помощью патрона или переходных втулок в конусе шпинделя станка. При этом наряду с прочным закреплением развертки следует обеспечить совпадение осей шпинделя и развертки.
В табл. 3 указан брак при развертывании и способы его устранения.
Безопасность труда при развертывании, при зенкеровании и зенковании та же, что и при сверлении.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'