§ 51. Особенности сверления труднообрабатываемых сплавов и пластмасс
Сверление жаропрочных сталей сопровождается образованием сильно деформированной лентообразной стружки, которая, упираясь в стенки канавок сверла и забивая их, дополнительно деформируется и затрудняет
подвод охлаждающей жидкости, что снижает стойкость сверла. Поэтому для сверления этих сталей на задних поверхностях сверла делают стружко-разделительные канавки, расположенные в шахматном порядке.
Сверление жаропрочных сталей осуществляют при обильном охлаждении 5% -ной эмульсией или водным раствором хлористого бария с добавкой 1% нитрата натрия.
Сверление легких сплавов требует особого внимания. Широко применяемыми и представляющими сложность при сверлении являются магниевые сплавы МЛ4, МЛ5 и др., а также алюминиевые сплавы.
При сверлении магниевых сплавов на передней поверхности сверла делают фаску с передним углом 5°, шириной 0,2 -0,6 мм в зависимости от диаметра (чем больше диаметр сверла, тем шире фаска). При обработке магниевых сплавов не рекомендуются большие скорости, потому что сплавы могут воспламениться.
Особенности сверл для обработки магниевых сплавов: большие передние углы, малые углы при вершине (примерно 45°) и большие задние углы (15°).
Сверла для обработки алюминиевых сплавов изготовляют с большими углами при вершине (65 - 70°) и наклона винтовых канавок (35 - 45° ), чем у сверл для обработки черных металлов. Задний угол равен 8 - 10°.
Сверление отверстий в пластмассах. Изделия из пластмасс (за небольшим исключением) можно обрабатывать всеми видами резания. Однако механическая обработка их имеет особенности, которые необходимо учитывать.
Термореактивные материалы (текстолит, аминопласты, гетинакс, волокнит, фенопласт К18-2 и др.) обрабатывают "всухую", без применения охлаждающих жидкостей; охлаждение режущего инструмента осуществляют струей сжатого воздуха.
Термопластичные материалы (капрон, полиэтилен, винипласт) допустимо обрабатывать с охлаждением 5%-ным раствором эмульсола в воде.
Пластические массы режут острозаточенным инструментом. Даже небольшое затупление его резко снижает качество обработки поверхности.
Уменьшение подачи также отрицательно влияет на качество обработки, так как нередко приводит к налипанию оплавленного материала (особенно при резании капрона, полиэтилена и винипласта).
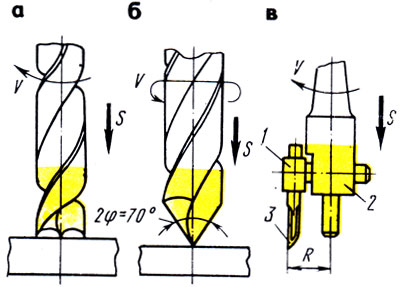
Рис. 235. Особые случаи сверления: а - в пластмассе, 1 - зажим, б - в органическом стекле, 2 - оправка, в - циркульный резец; 3 - резец
Для сверления слоистых пластмасс успешно применяются специальные сверла с углом заточки при вершине 60° (рис. 235, а).
При обработке капрона с небольшими допусками все измерения должны быть выполнены при температуре 20°С, поскольку тепловое расширение капрона в несколько раз больше, чем металла.
Чтобы выходная сторона при сверлении пластмасс не крошилась,под нее подкладывают жесткую металлическую опору.
Сверление органического стекла выполняют острыми спиральными сверлами с углом при вершине 2φ = 70° (рис. 235, б). Если необходимо изготовить отверстие большего диаметра (до 100 - 150 мм), используют циркульные резцы (рис. 235, в). Сверление обычно ведут со скоростью до 50 мЦ/мин и подачей 0,1 мм/об для тонких заготовок и до 0,3 мм/об для заготовок толщиной свыше 10 мм. Резец 3 (рис. 235, б), закрепленный в зажиме 7, вставляют в оправку 2, которая своим хвостовиком закрепляется в шпиндель станка. Резец можно установить на различную величину радиуса Я.
Сверло для сверления отверстий в резине. Сверление отверстий обычными спиральными сверлами со специально заточенным углом затруднительно. В. И. Красавцев предложил сверлолопатку (рис. 236), которое напоминает столярное перовое сверло, но только не имеет центрового направления. Под резину на стол станка кладут кусок фанеры и ведут сверление на самой большой частоте вращения шпинделя.
При работе на сверлильном станке следует соблюдать следующие правила безопасности труда:
правильно устанавливать, надежно закреплять заготовки на столе станка и не удерживать их руками в процессе обработки;
не оставлять ключа в сверлильном патроне после смены режущего инструмента;
пуск станка производить только тогда, когда есть твердая уверенность в безопасности работы;
следить за работой насоса и количеством охлаждающей жидкости, поступающей к месту обработки;
не браться за вращающийся режущий инструмент и шпиндель;
не вынимать рукой сломанных режущих инструментов из отверстия, пользоваться для этого специальными приспособлениями;
не нажимать сильно на рычаг подачи при сверлении заготовок на проход, особенно при сверлении сверлами малого диаметра;
подкладывать деревянную подкладку на стол станка под шпиндель при смене патрона или сверла;
пользоваться специальным ключом, клином для удаления сверлильного патрона, сверла или переходной втулки из шпинделя;
постоянно следить за исправностью режущего инструмента и устройств крепления заготовок и инструмента;
не передавать и не принимать каких-либо предметов через работающий станок; не работать на станке в рукавицах; не опираться на станок во время его работы.

Рис. 236. Сверло-лопатка В. И. Красавцева
Обязательно останавливать станок в случае: ухода от станка даже на короткое время; прекращения работы; обнаружения неисправностей в станке, принадлежностях, приспособлениях и режущем инструменте; смазывания станка;
установки или смены режущего инструмента и приспособлений, принадлежностей и т. д.;
уборки станка, рабочего места и стружки с инструмента, патрона и заготовки.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'