§ 38. Классификация напильников
Напильники по назначению подразделяют на следующие группы: общего назначения, специального назначения, надфили, рашпили, машинные.
Напильники общего назначения предназначаются для общеслесарных работ. По числу насечек (нарезок) на 1 см длины делятся на следующие шесть номеров: 0, 1, 2, 3, 4 и 5.
Напильники с насечкой № 0 и 1 (драчевые) имеют наиболее крупные зубья и служат для грубого опиливания, когда требуется удалить большой слой металла - 0,5 - 1,0 мм. Точность обработки этим напильником не превышает 0,2 - 0,5 мм.
Напильники с насечкой NQ 2 (личные) применяют для чистового опиливания изделий с точностью 0,02 -0,15 мм. Снимаемый слой металла не превышает 0,1 - 0,3 мм.
Напильники с насечкой № 3, 4 и 5 (бархатные) служат для окончательной отделки изделий. Они снимают слой не более 0,025 - 0,5 мм при точности обработки от 0,01 до 0,005 мм.
Напильники выпускают длиной 100 (125), 150, 200, 250, 300, 350 и 400 мм. По форме поперечного сечения они делятся на следующие восемь типов.
А - плоские, Б - плоские остроносые (рис. 137, А, Б) применяются для опиливания наружных или внутренних плоских поверхностей, а также пропиливания шлицев и канавок.
В - квадратные напильники (рис. 137, В) используются для распиливания квадратных, прямоугольных и многоугольных отверстий, а также для опиливания узких плоских поверхностей.
Г - трехгранные напильники (рис. 137, Г) служат для опиливания острых углов 60° и более как с внешней стороны детали, так и в пазах, отверстиях и канавках, для заточки пил по дереву.
Д - круглые напильники (рис. 137, Д) используют для распиливания круглых или овальных отверстий и вогнутых поверхностей небольшого радиуса.
Е - полукруглые напильники (рис. 137, Е) (сечение сегмент) применяют для обработки вогнутых криволинейных поверхностей значительного радиуса и больших отверстий (выпуклой стороной); плоскостей, выпуклых криволинейных поверхностей и углов более 30° (плоской стороной).
Ж - ромбические напильники (рис. 137, Ж) применяют для опиливания зубьев зубчатых колес, дисков и звездочек, для снятия заусенцев с этих деталей после обработки их на станках, а также опиливания углов свыше 15° и пазов.
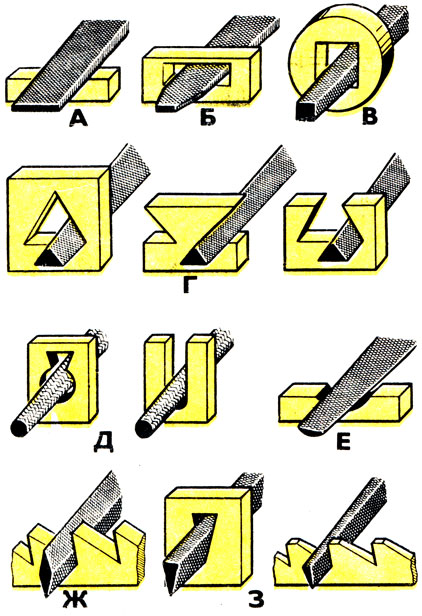
Рис. 137. Напильники по форме сечения: А, Б - плоские, В - квадратные, Г - трехгранные, Д - круглые, Е - полукруглые, Ж - ромбические. З - ножовочные
З - ножовочные напильники (рис. 137, 3) .служат для опиливания внутренних углов, клиновидных канавок, узких пазов, плоскостей в трехгранных, квадратных и прямоугольных отверстиях, а также при изготовлении режущих инструментов и штампов.
Плоские, квадратные, трехгранные, полукруглые, ромбические и ножовочные напильники изготовляют с насеченным и нарезанным зубом.
Ножовочные напильники изготовляют только по специальному заказу. Ромбические и ножовочные напильники изготовляют только с насечками № 2, 3, 4, 5 длиной: ромбические 100 - 250 мм и ножовочные - 100 - 315 мм.
Напильники специального назначения изготовляют по ведомственным нормалям: для обработки цветных сплавов, изделий из легких сплавов и неметаллических материалов, а также тарированные.
Напильники для обработки цветных сплавов в отличие от слесарных напильников общего назначения имеют другие, более рациональные для данного конкретного сплава углы наклона насечек и более глубокую и острую насечку, что обеспечивает высокую производительность и стойкость напильников. Напильники выпускаются только плоскими и остроносыми с насечкой № 1 и предназначаются для, обработки бронзы, латуни и дюралюминия.
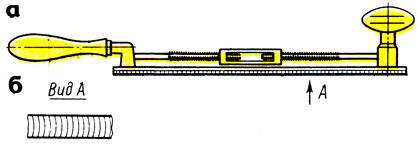
Рис. 138. Напильники для обработки изделий из легких сплавов и неметаллических материалов: а - общий вид, б - вид насечки
Напильники для обработки бронзы имеют двойную насечку: верхняя под углом 45°, а нижняя под углом 60°, для латуни соответственно: 30 и 85°; для дюралюминия: 50 и 60°. Маркируют буквами ЦМ на хвостовике.
Напильники для обработки изделий из легких сплавов и неметаллических материалов. Напильники общего назначения, применяемые слесарями при обработке изделий из легких и мягких сплавов (алюминий, дюралюминий, медь, баббит, свинец) и неметаллических материалов (пластмасса, гетинакс, текстолит, оргстекло, дерево, резина и т. д.), имеют мелкую насечку, поэтому при работе быстро забиваются стружкой и выходят из строя. Применяют напильники со специальной державкой (рис. 138,а), позволяющие устранить указанные недостатки. Этот напильник имеет размеры 4 × 40 × 360 мм и насечку в виде дуговых канавок (рис. 138, б) для выхода стружки при значительно увеличенном шаге по сравнению с драчевыми напильниками общего назначения. Производительность работы такими напильниками повышается в два-три раза.
Тарированные напильники применяют во всех случах, когда требуется проверять твердость в малодоступных для алмазного наконечника прибора частях изделия (боковой профиль зуба зубчатого колеса, режущее лезвие фрезы и др.) и при контроле твердости непосредственно в цехе у рабочего места закальщика. Напильники тарируются на определенную твердость в зависимости от твердости изделий. Они отличаются от соответственно нормализованных напильников повышенным и стабильным качеством.
Алмазные напильники применяют для обработки и доводки твердосплавных частей инструментов и штампов. Алмазный напильник представляет собой металлический стержень с рабочей поверхностью и сечением нужного профиля, на которую нанесен очень тонкий алмазный слой. Алмазное покрытие на рабочей части изготовляют различной зернистости для предварительной и окончательной доводки.
Надфили. Небольшие напильники называют надфилями, их применяют для лекальных, граверных, ювелирных работ, для зачистки в труднодоступных местах (отверстий, углов, коротких участков профиля и др.).
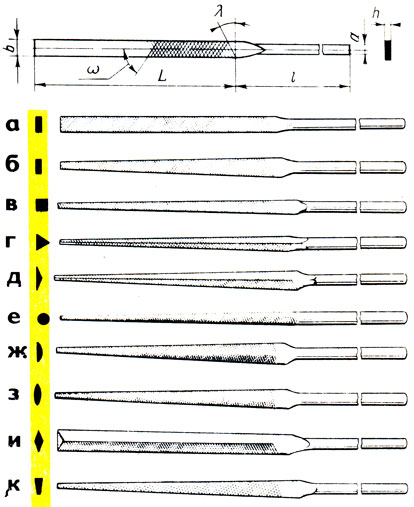
Рис. 139. Надфили: а - плоские тупоносые, б - плоские остроносые, в - квадратные, г - трехгранные, д - трехгранные односторонние, е - круглые, ж - полукруглые, з - овальные, и - ромбические, к - ножовочные, л - пазовые, L - рабочая часть, I - длина ручки, d - диаметр ручки, b - ширина надфиля, h - толщина надфиля
Надфили имеют такую же форму (рис. 139, а - л), как и слесарные напильники. Изготовляют надфили из стали У13 или У13А, допускается У12 или У12А. Длина надфилей установлена равной 80, 120 и 160 мм. На рабочей части надфиля на длине 50, 60, 80 мм наносят насечки зубьев. Надфили имеют перекрестную (двойную) насечку (см. рис. 134): основную - под углом X = 25° и вспомогательную со = 45°. Узкая сторона надфиля имеет одинарную насечку (основную).
В зависимости от количества насечек, приходящихся на каждые 10 мм длины, надфили разделяют на пять типов: №1,2, 3, 4 и 5. В зависимости от типа надфили имеют от 20 до 112 насечек. На рукоятке каждого надфиля наносится номер насечки: № 1 - 20 - 40 насечек; № 2 - 28 - 56; № 3, 4 и 5 - 40 - 112 насечек на 10 мм длины.
Алмазные надфили применяют для обработки твердосплавных материалов, различных видов керамики, стекла, а также для доводки режущего твердосплавного инструмента (рис. 140). Надфили изготовляют из природных и синтетических алмазных порошков различной зернистости с прямоугольной, квадратной, круглой, полукруглой, овальной, трехгранной, ромбической и другой формой поперечного сечения. При обработке надфилями получают поверхности 9 - 10 классов шероховатости.

Рис. 140. Алмазные надфили
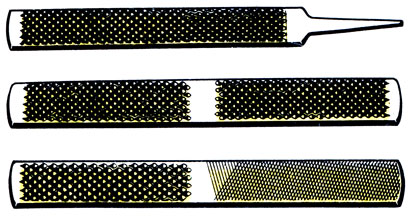
Рис. 141. Рашпили
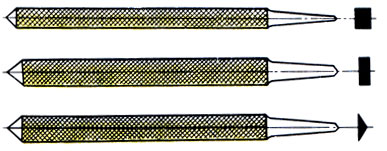
Рис. 142. Машинные напильники
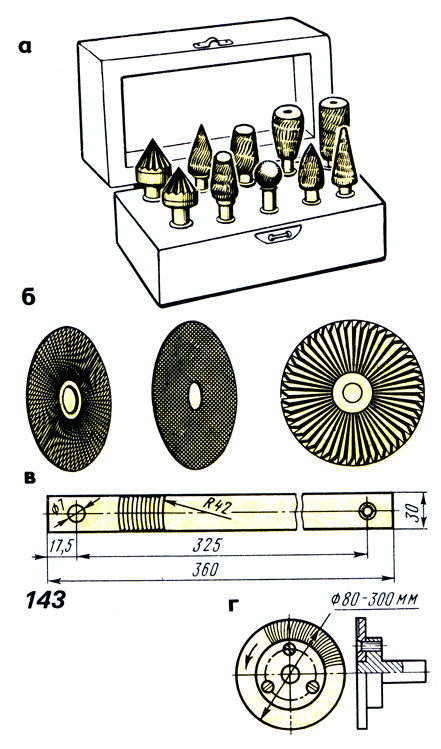
Рис. 143. Напильники: а - фасонные головки (борнапильники), б - дисковые, в - пластинчатый, г - приспособление для крепления дисковых напильников
Рашпили предназначены для обработки мягких металлов (свинец, олово, медь и др.) и неметаллических материалов (кожа, резина, дерево, пластические массы), когда обычные напильники непригодны из-за того, что насечка их быстро забивается стружкой и они перестают резать.
В зависимости от профиля рашпили общего назначения (рис. 141) подразделяют на плоские (тупоносые и остроносые), круглые и полукруглые с насечкой № 1-2 и длиной от 250 до 350 мм. Зубья рашпиля имеют большие размеры и вместительные канавки, расположенные впереди каждого зуба.
Машинные напильники (стержневые - для опиловочных станков с возвратно-поступательным движением) малых размеров закрепляют в специальных патронах, а напильники средних размеров имеют с обеих сторон хвостовики, которыми их закрепляют в центрах-держателях станков (рис. 142). Эти напильники изготовляют таких же профилей, как и слесарные напильники, с такими же видами насечек, как и напильники общего назначения.
Вращающиеся напильники (борнапильники, дисковые и пластинчатые) применяются для опиливания и зачистки поверхностей на специальных опиловочных станках.
Борнапильники (рис. 143, а) - это фасонные головки с насеченными или фрезерованными зубьями. Изготовляют целыми (с хвостовиками) и насадными (навертывают на оправку).
Борнапильники имеют угловую, шаровидную, цилиндрическую, фасонную и другую форму. Ими обрабатывают фасонные поверхности.
Дисковые напильники (рис. 143, б) применяют для зачистки отливок, поковок, снятия заусенцев на станках типа наждачных точил. Диск изготовляют диаметром 150 - 200 мм и толщиной 10 - 20 мм. Зубья фрезерованные или насеченные.
Диски закрепляют при помощи приспособления (рис. 143,г).
Пластичные напильники (рис. 143, в) представляют собой бруски прямоугольного или круглого сечения с соответствующей насечкой.
Эти напильники не имеют хвостовиков, их крепят к гибкой, непрерывно движущейся ленте заклепками.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'