§ 32. Резка ножовкой
Ручная ножовка - инструмент, предназначенный для разрезания толстых листов полосового, круглого и профильного металла, а также для прорезания шлицев, пазов, обрезки и вырезки заготовок по контуру и других работ. Ручная ножовка (рис. 117, а) состоит из станка (рамки) 2 и ножовочного полотна 4. На одном конце рамки имеется неподвижная головка 5 с хвостовиком и ручкой 6, а на другом конце - подвижная головка 3 с натяжным винтом и гайкой (барашек) 7 для натяжения полотна. В головках 5 и 3 имеются прорези ?, в которые вставляют ножовочное полотно и крепят штифтами 7.
Рамки для ножовок изготовляют либо цельными (для ножовочного полотна одной определенной длины) (редко), либо с раздвижными (рис. 117,6), допускающими закрепление ножовочного полотна различной длины.
Для раздвигания ножовки колена перегибают, пока заклепка не выйдет из выреза, и смещают. Заклепку вводят в другой вырез, и колена выпрямляют.
Станок с передвижным держателем (рис. 117,я) состоит из угольника с ручкой, по которому можно перемещать и закреплять в нужном положении держатель.
Ножовочное полотно представляет собой тонкую и узкую стальную пластину с двумя отверстиями или штифтами и с зубьями на одном из ребер. Полотна изготовляют из стали марок: У10А, Р9, Х6ВФ, твердость их HRC 61-64. В зависимости от назначения ножовочные полотна разделяются на ручные и машинные. Полотно вставляют в рамку зубьями вперед.
Размер (длина) ручного ножовочного полотна определяется по расстоянию между центрами отверстий под штифты (рис. 117, г). Наиболее часто применяют ножовочные полотна для ручных ножовок длиной I - 250 - 300 мм, высотой b - 12 и 16 мм, толщиной h - 0,65 и 0,8 мм.
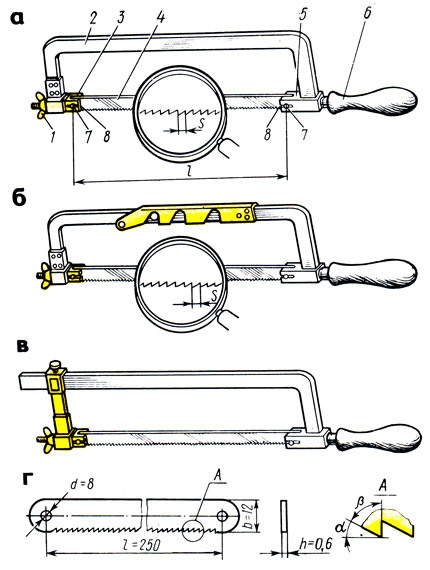
Рис. 117. Ручная ножовка (станок): а - цельная, б - раздвижная, в - с передвижным держателем, г - ножовочное полотно; 1 - гайка-барашек, 2 - рамка (станок), 3 - подвижная головка, 4 - ножовочное полотно, 5 - неподвижная головка, 6 - хвостовик с ручкой, 7 - штифты, 8 - прорези
Рис. 118. Элементы зуба ножовочного полотна: а - зубья ножовочного полотна; передний угол зубьев: б - положительный, в - равный нулю, г - отрицательный; S - шаг
Каждый зуб ножовочного полотна имеет форму клина (резца). На зубе, как и на резце, различают задний угол а, угол заострения Р, передний угол у и угол резания 5.
Условия работы ножовочного полотна отличаются от условий работы резца, поэтому значения углов здесь иные. При резке металла большой ширины получаются пропилы значительной длины, в которых каждый зуб полотна снимает стружку, имеющую вид запятой. Эта стружка должна размещаться в стружечном пространстве до тех пор, пока острие зуба не выйдет из пропила (рис. 118, а). Величина стружечного пространства зависит от величины заднего угла α, переднего угла γ и шага S зуба (рис. 118, в).
В зависимости от твердости разрезаемого металла передний угол зубьев ножовочного полотна может быть нулевым (рис. 118, в), положительным (рис. 118, б) или отрицательным (рис. 118, г).
Производительность резания ножовочного полотна с нулевым передним углом ниже, чем полотна с передним углом больше 0°.
Для резания металлов различной твердости углы заострения зубьев ножовочного полотна делаются: передний γ = 0 - 12°, задний α = 35 - 40°, заострения β = 43 - 60°.
Для разрезания более твердых материалов применяют полотна, у которых угол заострения зубьев больше, для разрезания мягких материалов угол заострения меньше. Полотна с большим углом заострения более износоустойчивы.
Для резки металлов пользуются преимущественно ножовочными полотнами с шагом 1,3-1,6 мм, при котором на длине 25 мм насчитывается 17 -20 зубьев. Чем толще разрезаемая заготовка, тем крупнее должны быть зубья, и наоборот, чем тоньше заготовка, тем мельче должны быть зубья ножовочного полотна. Для металлов различной твердости применяют полотна с числом зубьев: мягкие металлы - 16 зубьев; средней твердости закаленная сталь - 19 зубьев; чугун, инструментальная сталь - 22 зуба; твердая, полосовая и угловая сталь - 22 зуба.
При резании ручной ножовкой в работе должно участвовать (одновременно резать металл) не менее 2 - 3 зубьев. Чтобы избежать заедания (защемления) ножовочного полотна в металле, зубья разводят.
Разводка зубьев ножовочного полотна делается для того, чтобы ширина разреза, сделанного ножовкой, была немного больше толщины полотна. Это предотвращает заклинивание полотна в разрезе и значительно облегчает работу.
В зависимости от величины шага S разводку делают по полотну и по зубу.
Ножовочные полотна с шагом зубьев 0,8 мм (допускается также для шага 1 мм) должны иметь разводку зубьев по полотну (волнистой) (рис. 119, а), т. е. каждые два смежных зуба отгибают в противоположные стороны на 0,25 - 0,6 мм. Разводка выполняется на высоте не более удвоенной высоты зуба. Шаг разводки принимается равным 8S.
Полотно с шагом зубьев свыше 0,8 мм разводят по зубу (рис. 119, б) (гофрированный развод). При этом разводе при малом шаге зубьев 2 - 3 зуба отводят вправо и 2 - 3 влево. При среднем шаге отводят один зуб влево, второй - вправо, третий не отводят. При крупном шаге отводят один зуб влево, а второй вправо. Разводка по зубу применяется для полотен с шагом 1,25 и 1,6 мм.
Разводка ножовочного полотна должна заканчиваться на расстоянии не более 30 мм от торца.
Подготовка к работе ножовкой. Перед работой ножовочным станком (ножовкой) прочно закрепляют разрезаемый материал в тисках. Уровень крепления металла в тисках должен соответствовать росту работающего. Затем выбирают ножовочное полотно, сообразуясь с твердостью, формой и размерами разрезаемого металла.
При длинных пропилах берут ножовочные полотна с крупным шагом зубьев, а при коротких - с мелким шагом зубьев.
Ножовочное полотно устанавливают в прорези головки так, чтобы зубья были направлены от ручки (рис. 120 а), а не к ручке (рис. 120, б). При этом сначала вставляют конец полотна в неподвижную головку и фиксируют положение закладкой штифта, затем вставляют второй конец полотна в прорезь подвижнрго штыря и закрепляют его штифтом. Натягивают полотно вручную без большого усилия (запрещается применение плоскогубцев, тисков и др.) вращением барашковой гайки. При этом из-за опасения разрыва полотна ножовку держат удаленной от лица.
Туго натянутое полотно при незначительном перекосе и слабо натянутое при усиленном нажиме создают перегиб полотна и могут вызвать излом.
Положение корпуса работающего. При резке металла ручной ножовкой становятся перед тисками прямо, свободно и устойчиво, вполоборота по отношению к губкам тисков или оси обрабатываемого предмета (рис. 121). Левую ногу (рис. 121, г) несколько выставляют вперед, примерно по линии разрезаемого предмета, и на нее опирают корпус. Правая нога должна быть повернута по отношению к левой на угол 60 - 70°.
Положение рук (хватка). Поза рабочего считается правильной, если правая рука с ножовкой, установленной на губки тисков (в исходное положение), согнутая в локте, образует прямой угол (90°) между плечевой и локтевой частями руки (рис. 121, а).
Ручку (рукоятку) захватывают правой рукой так, чтобы ручка упиралась в ладонь (рис. 121,6). Ручку обхватывают четырьмя пальцами, большой палец накладывают сверху вдоль ручки. Пальцами левой руки обхватывают гайку и подвижную головку ножовки (рис. 121, в).
При резке ножовкой, как и при опиливании, должна соблюдаться строгая координация усилий (балансировка), заключающаяся в правильном увеличении нажима рук. Движение ножовки должно быть строго горизонтальным. Нажимают на станок обеими руками, но наибольшее усилие делают левой рукой, а правой рукой осуществляют главным образом возвратно-поступательное движение ножовки.
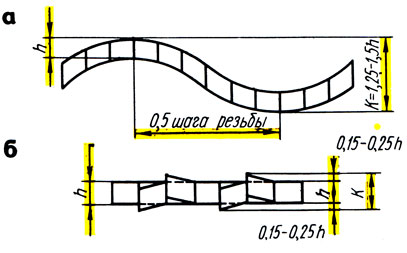
Рис. 119. Схема разводки полотна: а - по полотну, б - по зубу; h - толщина полотна, К - ширина реза
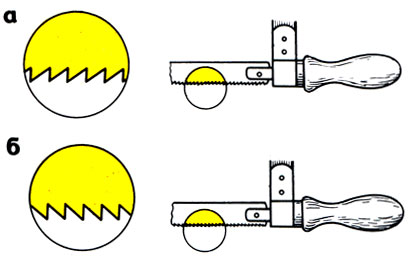
Рис. 120. Установка ножовочного полотна: а - правильно, б - неправильно
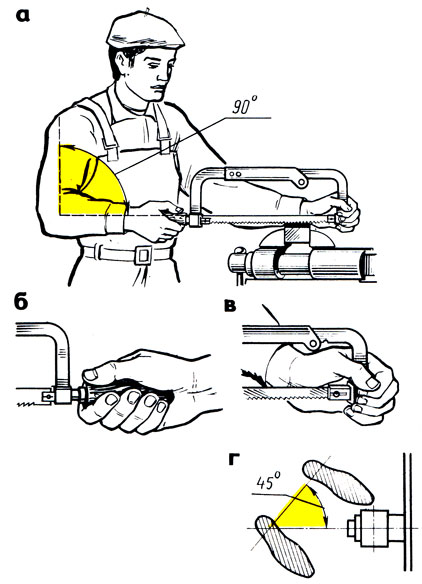
Рис. 121. Положение при работе: а - oкорпуса и ножовки, б - правой руки, в - левой руки, г - ног
Процесс резки состоит из двух ходов: рабочего, когда ножовка перемещается вперед от работающего, и холостого, когда ножовка перемещается назад по направлению к работающему. При холостом ходе на ножовку не нажимают, в результате чего зубья только скользят, а при рабочем ходе обеими руками создают легкий нажим так, чтобы ножовка двигалась прямолинейно. При работе ножовкой необходимо выполнять следующие правила:
короткие заготовки режут по наиболее широкой стороне. При резании проката углового, таврового и швеллерного профилей лучше изменять положение заготовки, чем резать по узкой стороне;
в работе должно участвовать все ножовочное полотно;
работают ножовкой не спеша, плавно, без рывков, делая не более 30 - 60 двойных ходов в минуту (твердая сталь - 30 - 40, средней твердости сталь - 40 - 50, мягкая сталь - 50 - 60).
При более быстрых темпах скорее наступает утомляемость, и, кроме того, полотно нагревается и быстрее тупится;
перед окончанием распила ослабляют нажим на ножовку, так как при сильном нажиме ножовочное полотно резко выскакивает из распила, ударяясь о тиски или деталь, в результате чего может нанести травму;
при резке не давать полотну нагреваться. Для уменьшения трения полотна о стенки в пропиле детали периодически смазывают полотно минеральным маслом или графитовой смазкой, особенно при резке вязких металлов;
латунь и бронзу разрезают только новыми полотнами, так как даже мало изношенные зубья не режут, а скользят;
в случае поломки или выкрашивания хотя бы одного зуба работу немедленно прекращают, удаляют из при пила остатки сломанного зуба, полотно заменяют новым или стачивают на станке 2 - 3 соседних зуба и после этого продолжают работу.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'