§ 31. Резка ручными ножницами
Ручные ножницы применяют для разрезания стальных листов толщиной 0,5 - 1,0 мм и из цветных металлов до 1,5 мм. Ручные ножницы изготовляют с прямыми (рис. 110, а, 6) и кривыми (рис. 110, в) режущими лезвиями.
По расположению режущей кромки лезвия ручные ножницы делятся на правые и левые.
Правыми называются ножницы, у которых скос на режущей части каждой половинки находится с правой стороны. Правыми ножницами режут по левой кромке изделия в направлении часовой стрелки (рис. 110, 6).
Левыми называются ножницы, у которых на режущей части каждой половинки скос расположен с левой стороны. Такими ножницами режут по правой кромке изделия против часовой стрелки (рис. 110, в).
При резке листа правыми ножницами все время видна риска на разрезаемом металле. При работе левыми ножницами, чтобы видеть риску, приходится левой рукой отгибать отрезаемый металл, перекладывая его через правую руку, что очень неудобно. Поэтому листовой металл по прямой линии и по кривой (окружности, закругления) без резких поворотов режут правыми ножницами.
Длина ножниц I1 200, 250, 320, 360 и 400 мм, а режущей части I2 (от острых концов до шарнира) соответственно 55 - 65; 70 - 82; 90-105; 100 - 120 и 110 - 130 мм. Хорошо заточенные и отрегулированные ножницы должны резать бумагу.
Ножницы держат в правой руке, охватывая рукоятки четырьмя пальцами и прижимая их к ладони; мизинец помещают между рукоятками ножниц (рис. 111,а).
Сжатые указательный, безымянный и средний пальцы разжимают, выпрямляют мизинем и его усилием отводят нижнюю рукоятку ножниц на необходимый угол. Удерживая лист левой рукой (рис. 111, б), подают его между режущими кромками, направляя верхнее лезвие точно по середине разметочной линии, которая при резании должна быть видна. Затем, сжимая рукоятку всеми пальцами правой руки, кроме мизинца, осуществляют резание. На рис. 111, в, г показаны приемы работы ножницами.
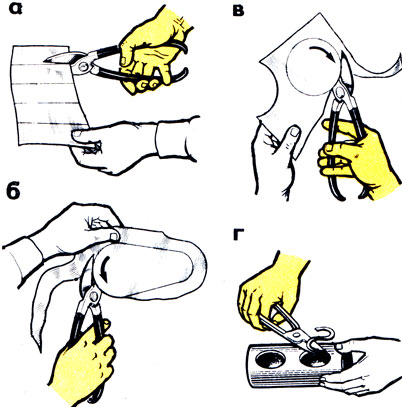
Рис. 110. Ручные ножницы: a - прямые левые, б - прямые правые, в - кривые левые
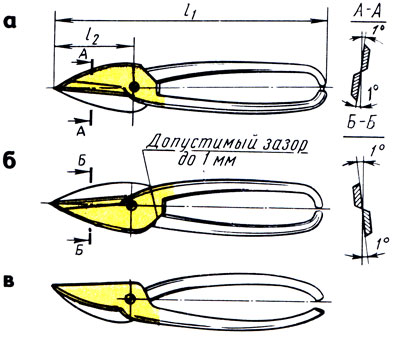
Рис. 111. Резание ножницами жести толщиной до 0,5 мм: а - положение пальцев на рукоятке при резании ножницами, б - правыми, в - левыми, г - вырезание внутреннего криволинейного контура
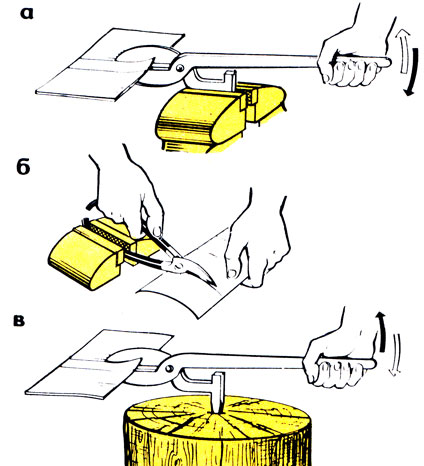
Рис. 112. Ножницы: а - стуловые, закрепленные в тисках, б - ручные, закрепленные в тисках, в - стуловые на деревянном основании
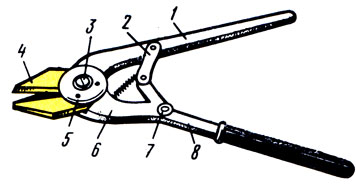
Рис. 113. Силовые малогабаритные ножницы
Для прямолинейной резки металла небольшой толщины применяют ручные ножницы, одну рукоятку которых зажимают в тисках (рис. 112, б):
Стуловые ножницы (рис. 112,а) отличаются от ручных большими размерами и применяются при разрезании листового металла толщиной до 2 мм. Нижняя ручка жестко зажимается в слесарных тисках или крепится (вбивается) на столе или на другом жестком основании. Для резки листовой стали толщиной до 2 мм применяют стуловые ножницы, имеющие стационарное закрепление (рис. 112,а), что не всегда удобно.
Стуловые ножницы малопроизводительны, при работе требуют значительных усилий, поэтому для разрезания большой партии листового металла их не применяют.
Малогабаритные силовые ножницы. Новатором А. Н. Васильевым созданы малогабаритные силовые ножницы для резания листовой стали толщиной до 2,5 мм, прутков, болтов (шпилек) диаметром до 8 мм. Габариты этих ножниц не превышают габаритов стандартных ручных ножниц (рис. 113). Для резки рукоятку 7 закрепляют в тисках, а за рукоятку 8 (рабочую) приводят в действие. Рабочая рукоятка представляет собой систему двух последовательно соединенных рычагов. Первый рычаг 6, на одном плече которого закреплен нож 4, соединен при помощи винта 3 с рукояткой 7.
Второе плечо рычага 6, являющееся у обычных ножниц рукояткой, выполнено укороченным и заканчивается шарниром 7, или собственно рукояткой ножниц. Концевым шарниром рукоятка 8 при помощи двух шарнирного звена 2 соединена с рукояткой 7. Эта система рычагов увеличивает усилие резания примерно в два раза по сравнению с обычными ножницами таких же габаритов. Ножи ножниц сменные и прикреплены к рычагам на потайных заклепках.
Эти ножницы имеют также приспособление для резки прутков диаметром до 8 мм. Приспособление имеет диски 5 с отверстиями, закрепленные на рычагах ножниц, и представляет собой обычные ножницы, но с ножами специальной формы (закаленные втулки). Эти ножи сменные и вставляются в гнездо дисков. Для обрезки болтов (шпилек) во втулках одного из дисков имеется нарезка (несколько ниток), которая предохраняет резьбу болтов при обрезке от смятия.
Малогабаритные силовые ножницы обеспечивают хорошее качество реза.
Ручные рычажные ножницы (рис. 114) применяют для разрезания листовой стали толщиной до 4 мм, алюминия и латуни - до 6 мм. Верхний шарнирно закрепленный нож 3 приводится в действие от рычага 2. Нижний нож 7 - неподвижный.
Ножи изготовляют из стали У8 и закаливают до твердости HRC 52 - 60. Углы заострения режущих граней 75 - 85°.
Перед работой проверяют, смазаны. ли трущиеся части, плавно ли ходит рычаг, отсутствует ли зазор между режущими кромками.
При резке металла правой рукой обхватывают рукоятку 2 рычага и плавно перемещают его в верхнее положение, при этом верхний нож 3 отходит вверх. Затем укладывают лист 4 так, чтобы левая рука удерживала его в горизонтальном положении, а линия реза находилась в поле зрения и совпала с лезвием верхнего ножа 3. Движением руки опускают рычаг с ножом вниз до тех пор, пока часть металла не будет прорезана, после этого рычаг перемещают в верхнее положение. Далее слегка поднимают лист 4 левой рукой, продвигают его по риске вдоль режущей кромки верхнего ножа и повторяют прием резания до полного разрезания. Ножницы обеспечивают получение реза без вмятин, прорезов по краю и достаточную точность.
Рычажные (маховые) ножницы (рис. 115) широко используются для разрезки листового металла толщиной 1,5 -2,5 мм с пределом прочности 45 - 50 кгс/мм2 (сталь, дюралюминий и т. д.). Этими ножницами режут металл значительной длины. Рычажные ножницы имеют чугунные станину 7 и стол 2. В стол 2 встроен нижний неподвижный нож 8, а верхний подвижный нож 5 с криволинейной режущей кромкой закреплен в ножедержателе 6. Верхний подвижный нож 5 имеет противовес 7, уравновешивающий ножедержатель с ножом.
Размер отрезаемых заготовок намечается предварительной разметкой или ограничивается регулируемым упором 10, для чего упор сначала устанавливают на требуемое расстояние от режущей кромки нижнего неподвижного ножа. Лист 3 во время разрезания плотно прижимают боковой кромкой к упору 10, а другой кромкой - к пружинному упору 11. После этого поворотом рукоятки 12 от себя лист плотно прижимают сверху прижимной планкой 9 и, опуская верхний нож с ножедержателем 6, разрезают заготовку.
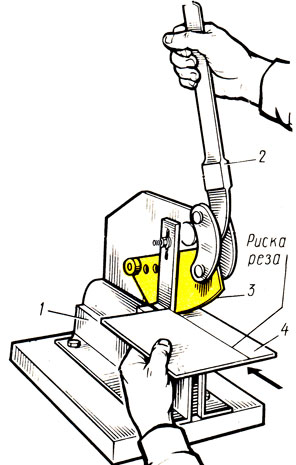
Рис. 114. Ручные рычажные ножницы: 1 - нижний нож; 2 - рычаг; 3 - верхний нож; 4 - разрезаемый лист
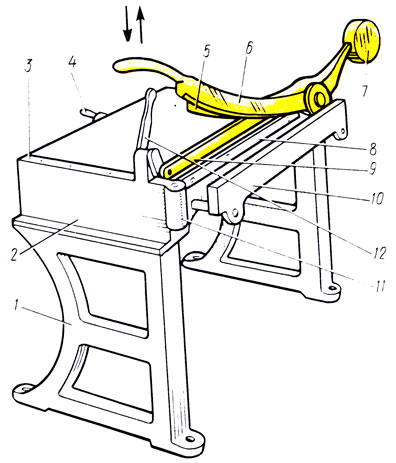
Рис. 115. Рычажные (маховые) ножницы: 1 - станина, 2 - стол, 3 - лист, 4, 12 - рукоятки, 5 - подвижный нож, 6 - ножедержатель, 7 - противовес, 8 - неподвижный нож, 9 - прижимная планка, 10 - упор, 11 - пружинный удар
Ножедержатель при опускании вниз упирается в пружинный упор 11. Перестановка упора осуществляется при помощи рукоятки 4.
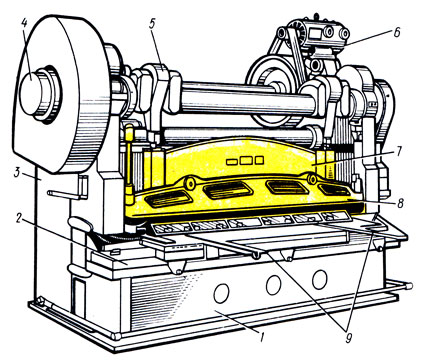
Рис. 116. Ножницы с наклонными ножами
Ножницы С наклонными ножами (гильотинные) позволяют разрезать листовой металл толщиной до 32 мм. Они имеют нижний неподвижный и верхний подвижный ножи, верхний наклонен под углом 2 - 6°. Это обеспечивает постепенный вход ножа в работу, облегчает резание, обеспечивает Высококачественное разрезание. Нижний нож крепится к задней части стола 2 (рис. 116), установленного на станине 7, верхний - к ползуну 7. От электродвигателя 6 через клиноременную передачу получает вращение кривошипный вал 4.
Два эксцентрика 5,смонтированные на нем, сообщают ползуну возвратно-поступательное перемещение по направляющим стоек 3. Разрезаемый лист укладывают на стол к кронштейну 9 и прижимают прижимом 8.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'