§ 84. Сварка сосудов и резервуаров
К сосудам относятся паровые котлы, цистерны для сниженных газов, химическая аппаратура и т. д., в которых рабочее давление превышает атмосферное на 0,7 кгс/см2 и выше.
Сосуд обычно состоит из обечаек, сферических днищ и патрубков (рис. 116).
Вначале собирают карты из листов, которые сваривают между собой. Затем сваренные карты изгибают по радиусу в вальцах для получения заготовки обечайки. Потом сваривают продольный шов с последующей правкой (обкаткой) сваренной обечайки на вальцах.
Сваренные и отвальцованные обечайки собирают между собой, с патрубками и сферическими днищами. Кольцевые швы сваривают участками обратно-ступенчатым способом. Патрубки приваривают либо в одном направлении, если диаметр патрубка не более 200 мм, либо обратно-ступенчатым способом, если диаметр патрубка более 200 - 300 мм.
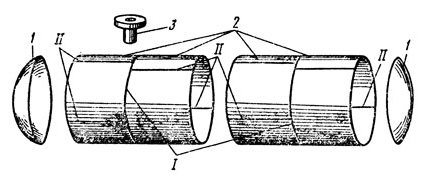
Рис. 116. Узлы сосуда: 1 - сферическое днище, 2 - обечайка, 3 - патрубок; 1 - кольцевой шов, II - продольный шов
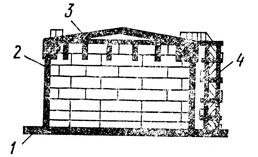
Рис. 117. Вертикальный резервуар: 1 - днище, 2 - корпус, 3 - кровля, 4 - шахтная лестница
Сваренные сосуды обязательно проходят специальный контроль на прочность и плотность сварных соединений.
Резервуары, являющиеся листовыми конструкциями, по форме бывают цилиндрическими и шаровыми (сферическими). Цилиндрические резервуары подразделяются на вертикальные и горизонтальные. Технология сборки и сварки горизонтальных резервуаров аналогична технологии сборки и сварки сосудов.
Вертикальный резервуар (рис. 117) состоит из днища, корпуса, кровли, шахтной лестницы и других металлических конструкций. По современной технологии днище и корпус вертикального резервуара сваривают автоматической сваркой на заводе, а затем свертывают в рулон и отправляют на место монтажа. Кровлю также изготовляют по узлам на заводе и отправляют на место монтажа отдельными узлами (щитами).
При монтаже резервуаров ручной сваркой выполняют кольцевой шов, соединяющий корпус резервуара с днищем, замыкающий шов корпуса резервуара и другие сварочные работы. Кольцевой шов выполняют обратно-ступенчатым способом, а замыкающий шов - снизу вверх участками. Сферические резервуары собирают из отдельных элементов (лепестков), изготовленных методом холодной или горячей штамповки, методом взрыва или вальцовки.
Сварку лепестков выполняют в специальных манипуляторах ручной или автоматической сваркой.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'