Глава XXI. Особенности сварки некоторых видов конструкций
§ 83. Сварка труб
Общие сведения. При сооружении трубопроводов сварные стыки труб могут быть поворотными, не поворотными и горизонтальными (рис. 106).
Перед сборкой и сваркой трубы проверяют на соответствие требованиям проекта, по которому сооружается трубопровод, и техническим условиям. Основными требованиями проекта, а также технических условий являются: наличие сертификата на трубы; отсутствие эллипсности труб; отсутствие разностепенности труб; соответствие химического состава и механических свойств металла трубы требованиям, указанным в технических условиях или ГОСТах.
При подготовке стыков труб под сварку проверяют перпендикулярность плоскости реза трубы к ее оси, угол раскрытия шва и величину притупления. Угол раскрытия шва должен составлять 60 - 70°, а величина притупления 2 - 2,5 мм (рис. 107). Фаски снимают с торцов труб механическим способом, газовой резкой или другими способами, обеспечивающими требуемую форму, размеры и качество обрабатываемых кромок.
Разностенность толщин стенок свариваемых труб и смещение их кромок не должны превышать 10% толщины стенки, но быть не более 3 мм. При стыковке труб должен обеспечиваться равномерный зазор между соединяемыми кромками стыкуемых элементов, равный 2-3 мм.
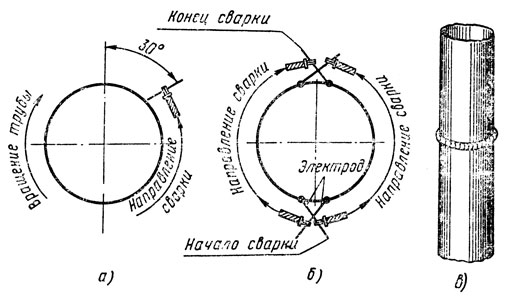
Рис. 106. Сварные стыки труб: а - поворотный, б - не поворотный, в - горизонтальный
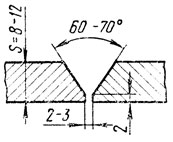
Рис. 107. Подготовка кромок труб под сварку при толщине стенок 8-12 мм
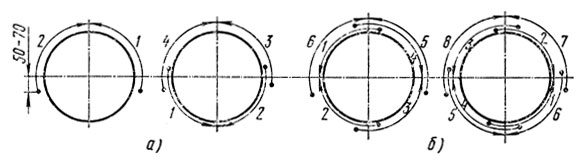
Рис. 108. Схема сварки стыка трубы: а - первого слоя, б - второго слоя
Перед сборкой кромки стыкуемых труб, а также прилегающие к ним внутренние и наружные поверхности на длине 15 - 20 мм очищают от масла, окалины, ржавчины и грязи.
Прихватки, являющиеся составной частью сварного шва, выполняют те же сварщики, которые будут сваривать стыки, с применением тех же электродов.
При сварке труб диаметром до 300 мм прихватка выполняется равномерно по окружности в 4 местах швом высотой 3-4 мм и длиной 50 мм каждая. При сварке труб диаметром более 300 мм прихватки располагают равномерно по всей окружности стыка через каждые 250 - 300 мм.
При монтаже трубопроводов необходимо стремиться к тому, чтобы по возможности больше стыков сваривалось в поворотном положении. Трубы, толщина стенки которых составляет 12 мм, сваривают в три слоя. Первый слой создает местный провар в корне шва и надежное сплавление кромок. Для этого необходимо, чтобы наплавленный металл образовал внутри трубы узкий ниточный валик высотой 1 - 1,5 мм, равномерно распределяющийся по всей окружности. Для получения провара без сосулек и грата движение электрода должно быть возвратно-поступательным с непродолжительной задержкой электрода на сварочной ванне, незначительным поперечным колебанием между кромками и образованием небольшого отверстия в вершине угла скоса кромок. Отверстие получается в результате проплавления основного металла дугой. Размер его не должен превышать 2 мм больше установленного зазора между трубами.
Сварка поворотных стыков. Первый слой высотой 3 - 4 мм сваривают электродами диаметром 2 - 3 - 4 мм. Второй слой наплавляется электродами большего диаметра и при повышенном токе. Первые два слоя можно выполнить одним из следующих способов:
1. Стык делят на четыре участка. Вначале сваривают участки 7 - 2, после чего трубу поворачивают на 180° и заваривают участки 3 и 4 (рис. 108). Затем трубу поворачивают еще на 90° и сваривают участки 5 и б, затем поворачивают трубу на 180° и сваривают участки 7 и 8.
2. Стык делят на четыре участка. Вначале сваривают участки 1 и 2, затем поворачивают трубу на 90° и сваривают участки 3 и 4 (рис. 109). После сварки первого слоя трубу поворачивают на 90° и сваривают участки 5 и 6, затем поворачивают трубу на 90° и сваривают участки
3. Стык делят на несколько участков (при сварке труб диаметром более 500 мм). Сварку ведут обратно-ступенчатым способом отдельными участками (рис. 110). Длина каждого участка шва (1 - 8) составляет 150 - 300 мм и зависит от диаметра трубы.
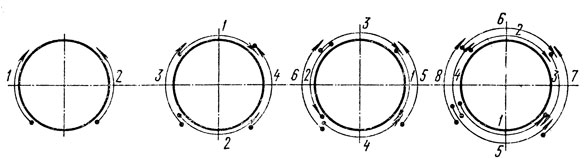
Рис. 109. Схема сварки стыка трубы по второму методу
Третий слой во всех рассмотренных выше способах накладывают в одном направлении при вращении трубы. На трубах диаметром до 200 мм можно не делить стык на участки и сваривать его сплошным швом с поворотом трубы в процессе сварки (рис. 111). Второй и третий слои выполняются аналогично первому, но в противоположных направлениях. Во всех случаях необходимо каждый последующий слой перекрывать предыдущим на 10-15 мм.
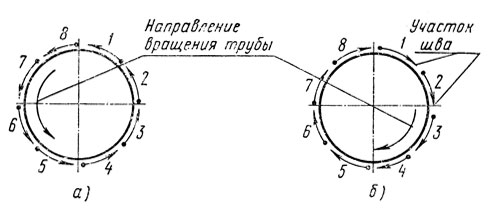
Рис. 110. Схема сварки стыка труб большого диаметра: а - первого слоя, б - второго слоя
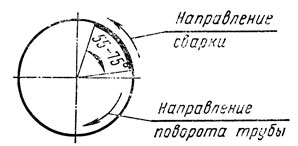
Рис. 111. Схема сварки стыка труб малого диаметра
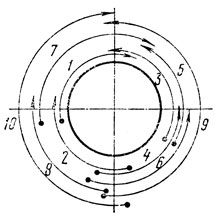
Рис. 112. Схема наложения слоев при сварке не поворотных стыков труб диаметром до 400 мм (цифрами показана последовательность сварки участков по слоям, стрелками - направление сварки)
Сварка не поворотных стыков. Не поворотные стыки труб при толщине стенок до 12 мм свариваются в три слоя. Высота каждого слоя не должна превышать 4 мм, а ширина валика должна быть равной двум-трем диаметрам электрода.
Стыки труб диаметром более 300 мм свариваются обратно-ступенчатым способом. Длина каждого участка должна быть 150 - 300 мм, порядок их наложения показан на рис. 112.
Первый слой образуется при поступательно-возвратном движении электрода с задержкой дуги на сварочной ванне. Величина тока устанавливается в 140-170 А, что позволяет проплавлять кромки стыка с образованием узкого ниточного валика высотой 1 - 1,5 мм на его внутренней стороне. При этом на свариваемые кромки не должны попадать крупные брызги расплавленного металла и сварка должна быть выполнена без прожогов. Для этого дугу необходимо держать короткой, а отрывая от ванны, удалять ее не более чем на 1 - 2 мм. Перекрытие начала и конца смежного слоя должно составлять 20 - 25 мм.
Режим для сварки второго слоя тот же, что и для сварки первого слоя. Электрод при сварке второго слоя должен иметь поперечные колебания от края одной кромки к краю другой кромки.
При сварке поверхность каждого слоя может быть вогнутой (рис. 113, а) или слегка выпуклой (рис. 113, б). Чрезмерная выпуклость шва особенно при потолочной сварке (рис. 113, в) может быть причиной не провара.
Для облегчения наблюдения за зоной сварки в направлении ведения последнего слоя, предпоследний слой накладывают в области кромок так, чтобы его поверхность была на 1 - 1,5 мм ниже свариваемых кромок (рис. 114). Последний слой выполняют с усилением 2-3 мм и шириной на 2-3 мм большей, чем ширина разделки кромок. Он должен иметь плавный переход от наплавленного металла к основному.
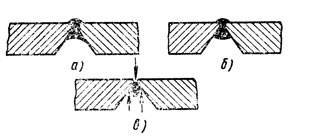
Рис. 113. Поверхность корневого шва: а - вогнутая, б - слегка выпуклая, в - сильно выпуклая (стрелками указаны возможные места не провара)
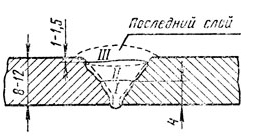
Рис. 114. Схема заполнения разделки кромок
Сварка горизонтальных стыков. При сборке горизонтальных стыков труб нет необходимости полностью снимать кромки нижней трубы, достаточно лишь раскрыть ее на угол 10-15°, что улучшает процесс сварки без изменения ее качества (рис. И 5, а). При сборке не ответственных трубопроводов на нижней трубе фаска совсем не снимается (рис. 115,6).
Лучшим методом сварки горизонтальных стыков является сварка отдельными валиками небольшого сечения. Первый валик накладывают в вершине шва (рис. 115, в), электродами диаметром 4 мм (при токе 160-190 А) при возвратно- поступательном движении электрода с обязательным образованием на внутренней стороне стыка узкого ниточного валика высотой 1 - 1,5 мм. После первого валика (слоя) зачищают его поверхность. Второй валик накладывают так, чтобы он перекрывал первый при возвратно-поступательном движении электрода и его небольшом колебании от края нижней кромки до края верхней кромки. Сварка выполняется в том же направлении, что и сварка первого слоя (валика). Затем ток увеличивают до 250 - 300 А и сваривают третий валик электродами диаметром 5 мм, что повышает производительность сварки. Третий валик накладывают в противоположном направлении, чем сваривался первый шов. Он должен перекрывать 70% ширины второго валика. Четвертый валик укладывают в том же направлении, но располагают в углублении между третьим валиком и верхней кромкой.
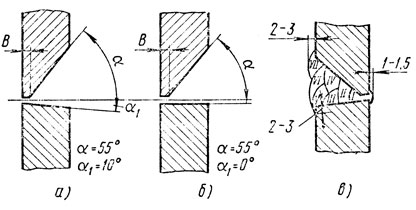
Рис. 115. Схема разделки кромок горизонтальных стыков ответственных (а) и не ответственных (б) трубопроводов и их сварки (в), цифрами указан порядок наложения слоев
При сварке стыка трубы более чем в три слоя, начиная с третьего слоя, каждый последующий выполняется в противоположном направлении, чем предыдущий. Трубы диаметром до 200 мм сваривают сплошными швами, а диаметром более 200 мм - обратно-ступенчатым методом.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'