§ 64. Технология сварки легированных сталей
Сварка низколегированных и среднелегированных конструкционных сталей. Свариваемость таких сталей зависит от содержания углерода и легирующих компонентов и ухудшается с ростом содержания углерода и легирующих компонентов. Стали кремнемарганцевой группы 15ГС, 18Г2С и 25Г2С сваривают электродами типа Э60А марки УОНИ-13/65. Перед сваркой кромки тщательно зачищают от грязи, ржавчины и окалины. Сварку выполняют предельно короткой дугой. Изделие перед сваркой подогревают до температуры 200 °С, электроды перед сваркой прокаливают при 400 °С в течение одного часа.
Кремнемарганцемедистые стали 10Г2СД, 10ХГСНД, 15ХСНД и 12ХГ сваривают электродами типа Э50А марки УОНИ-13/55. Изделие перед сваркой не подогревают.
Сварка легированной машиностроительной стали. Хромистая сталь 15ХМ сваривается электродами УОНИ-13/85 предельно короткой дугой без подогрева и последующей термической обработки.
Хромомолибденовая сталь 15ХМ сваривается электродами ЦЛ-14 с предварительным подогревом изделия до 250 - 300°С и последующим высоким отпуском при 710°С. Сталь марки 30ХМ сваривается электродами ЦЛ-30-63 с предварительным подогревом изделия до 350°С и последующим отпуском при 600°С.
Хромо кремнемарганцевые стали 20ХГСА, 25ХГСА, 30ХГСА, ЗОХГСуА свариваются электродами ЦЛ-18-63 или НИАТ-ЗМ предельно короткой дугой. После сварки сварные соединения подвергаются термической обработке на высокую прочность: закалка с температуры 880°С и низкий отпуск. Технологические характеристики электродов для сварки некоторых легированных машиностроительных сталей приводятся в табл. 32.
Сварка теплоустойчивых сталей. К теплоустойчивым сталям относятся 12 MX; 20МХЛ; 34ХМ; 20ХЗМВФ; 20ХМФ; 20ХМФЛ; 12Х1М1Ф; 15ХМФКР; 12Х2МФБ;Х5М; 15Х5МФА; Х5ВФ; 06X13; Х17; 1X13 и др.
Изделия из сталей 12МХ и 20МХЛ, работающие при температуре до 550°С, свариваются электродами ЦЛ-14. Сварку выполняют с предварительным подогревом изделия до 250 -300°С для стали 20МХЛ и до 200°С - для стали 12МХ. После сварки рекомендуется высокий отпуск при температуре 710°С. Сталь 12МХ можно сваривать также электродами ГЛ-14, если изделие работает при температуре до 520°С. Подогрев и отпуск такие же, что и при применении электродов ЦЛ-14.
Изделия из сталей 34ХМ и 20ХЗМВФ, работающие при температуре до 470°С, сваривают электродами ЦЛ-30-63. Сварку выполняют с предварительным и сопутствующим подогревом изделия до 350°С для стали 34ХМ и до 400 - 450°С - для стали 20ХЗМВФ. Сварные соединения подвергаются отпуску: сталь 34ХМ - при температуре 600°С, сталь 20ХЗМВФ - при температуре 680°С.
Изделия из сталей 20ХМФ, 20ХМФЛ, 12Х1М1Ф, работающие при температуре до 570°С, сваривают электродами ЦЛ-20-63. Сварка выполняется короткой дугой с предварительным и сопутствующим подогревом изделия до 300 -350 °С. После сварки рекомендуется высокий отпуск при 700 -740°С в течение 3 ч.
Изделия из сталей 15ХМФКР и 12Х2МФБ, работающие при температуре до 600°С, сваривают электродами ЦЛ-26М-63. Сварку выполняют короткой дугой с предварительным и сопутствующим подогревом до температуры 350-400°С, а после сварки выполняют высокий отпуск при температуре 740 - 760 °С.
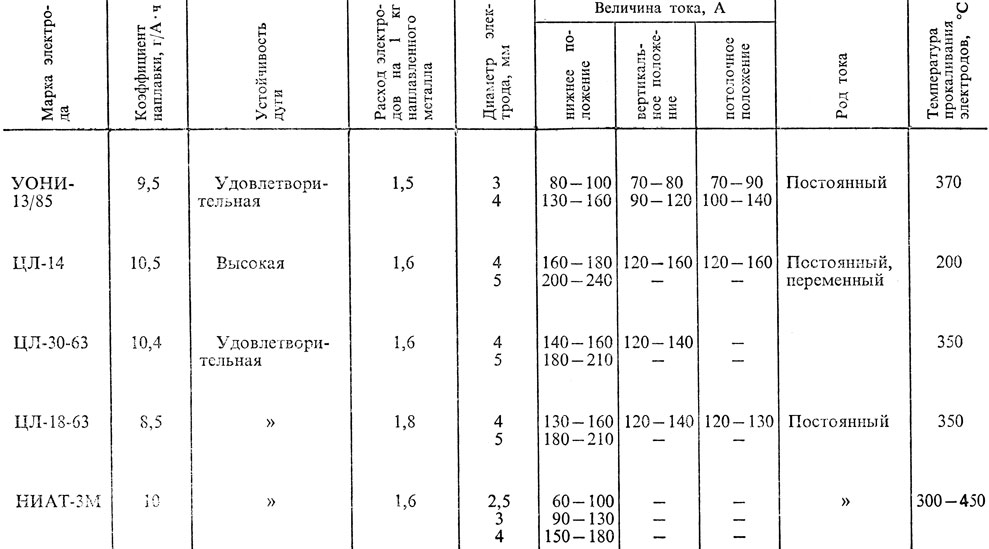
32. Технологические характеристики электродов для сварки некоторых легированных сталей
Изделия из сталей Х5М и 15Х5МФА, работающие в агрессивных средах при температуре до 450°С, сваривают электродами ЦЛ-17-63 с предварительным и сопутствующим подогревом до 300 - 450°С и с последующим высоким отпуском после сварки при температуре 760°С в течение 3 ч. Изделия из сталей Х5ВФ, 06X13 и X17 сваривают электродами СЛ-16.
Технологические данные электродов для сварки теплоустойчивых сталей приведены в табл. 33.
Сварка высоколегированных коррозионностойкпх, жаростойких и жаропрочных сталей и сплавов. К сварным соединениям высоколегированных сталей и сплавов кроме требований по пределу прочности, а также пластичности предъявляются и другие требования, которые определяются назначением конструкции и свойствами свариваемого металла. Эти требования следующие:
для коррозионностойких (нержавеющих) сталей - возможность противостоять межкристаллитной, общей жидкостной, ножевой коррозии под напряжением;
для окалиностойких сталей и сплавов - способность противостоять окалинообразованию и межкристаллитной газовой коррозии;
для жаропрочных сталей и сплавов - обеспечение длительной прочности, сопротивляемости ползучести, стабильности микроструктуры, стойкости против хрупкости при длительном воздействии высоких температур и нагрузок и малой чувствительности к надрезу и окалиностойкости.
Основными трудностями при сварке высоколегированных сталей и сплавов являются: обеспечение стойкости сварных соединений против образования кристаллизационных трещин, коррозионной стойкости, а также сохранения свойств соединений под действием рабочих температур и напряжений.
Сварка коррозйонностойких сталей. К коррозионностойким сталям относятся ОХ18НЮ, ОХ18НЮТ, Х18Н10Т, Х18Н9, Х18Н9Т, ОХ18Н12Т, ОХ18Н12Б, 1Х21Н5Т, ГХ16Н13Б, Х18Н12Т и др.
Стали ОХ18НЮТ, OX18HIO и Х18Н10Т сваривают электродами ОЗЛ-14, если к металлу шва предъявляются требования стойкости против межкристаллитной коррозии. Сварка этими электродами обеспечивает в сварном шве содержание ферритной фазы 6-10%.
Стали Х18Н9, Х18Н9Т сваривают электродами ОЗЛ-8, если к металлу шва не предъявляются требования стойкости против межкристаллитной коррозии или если сварное соединение будет эксплуатироваться при температуре до 350°С (при отсутствии агрессивных сред - при температуре от 253 до 800°С). Содержание ферритной фазы в сзарных швах колеблется от 3,5 до 8,5%.
Стали Х18Н10Т, Х18Н9Т, ОХ18Н12Т, ОХ18Н12Б, 1Х21Н5Т 1Х16Н13Б свариваются электродами ЦЛ-11, если к сварному шву предъявляются жесткие требования стойкости против межкристаллитной коррозии. Содержание ферритной фазы в сварных швах обеспечивается от 2,5 до 7%.
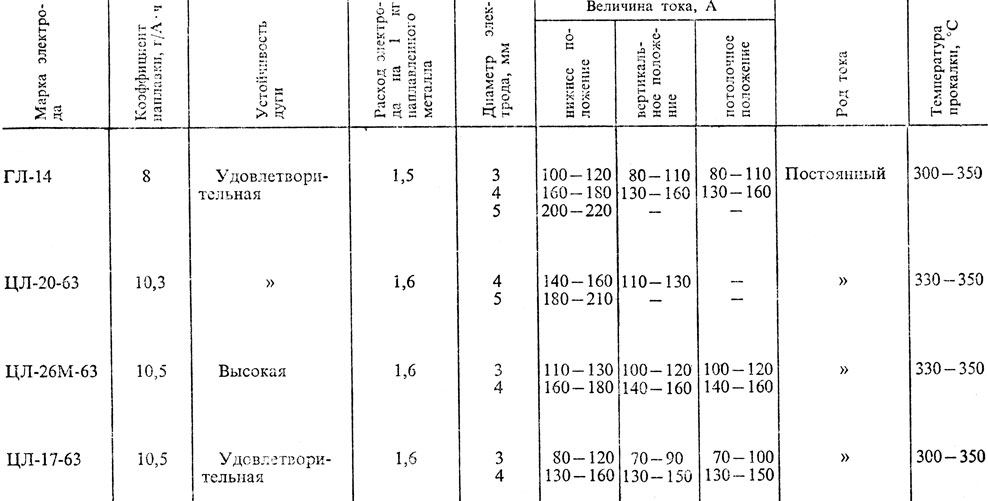
33. Технологические характеристики электродов для сварки теплоустойчивых сгалей
Сталь Х18Н12Т сваривают электродами ЦТ-15-1 (корневой шов), сварное соединение будет эксплуатироваться при температуре 600 - 650°С и высоком давлении. Содержание ферритной фазы в сварных швах колеблется от 5,5 до 9%.
Стали Х18Н10Т, Х18Н9Т сваривают электродами ЗИО-З, если сварные швы будут эксплуатироваться при температуре до 560°С или если к металлу шва будут предъявлены требования стойкости против межкристаллитной коррозии. Содержание ферритной фазы в сварном шве регламентируется от 2,5 до 5 %. Технологические свойства электродов для сварки коррозионностойких сталей приведены в табл. 34.
Сварка жаростойких сталей. К ним относятся Х25Т, Х28, Х23Н18, Х23Н13, Х20Н14С2, Х25Н20С2 и др.
Стали Х25Т и Х28 сваривают электродами 03JI-6, если сварные изделия будут эксплуатироваться при температуре 1150°С (без циклических резких изменений и в средах, не содержащих сернистый газ). Сварку выполняют короткой дугой. Кромки подготавливают под сварку только механическим способом. Содержание ферритной фазы регламентируется от 2,5 до 10%.
Стали Х23Н18, Х25Т и Х28 сваривают электродами ЦЛ-25, если сварные изделия будут эксплуатироваться при температуре выше 850°С. Сварку выполняют валиками, имеющими ширину не более трех диаметров электрода. Кратеры заплавляют частыми короткими замыканиями. Содержание ферритной фазы регламентируется от 3 до 9%.
Стали Х25Т, Х28, Х23Н13, Х23Н18, находящиеся в эксплуатации при температуре 900-1100°С, сваривают электродами ОЗЛ-4. Сварку выполняют предельно короткой дугой. Кромки обрабатывают под сварку только механическим способом. Содержание ферритной фазы регламентируется от 2,5 до 8%.
Стали Х23Н18, Х23Н13, находящиеся в эксплуатации в окислительных и науглероживающих средах при температуре 900- 1050°С, сваривают электродами ОЗЛ-9А. При сварке этих сталей особенно необходимо следить за недопустимостью появления трещин в кратерах. Ферритная фаза отсутствует и ГОСТом не нормируется. Сварные швы недостаточно стойки против межкристаллитной коррозии.
Стали Х20Ы14С2, Х25Н20С2, работающие при температуре до 1050°С, сваривают электродами ГС-1 (первый слой). Жаростойкость наплавленного металла до 1150°С.
Стали Х20Н14С2, Х25Н20С2, работающие при температуре 900-1100°С, сваривают электродами ОЗЛ-5. Кромки подготовляют под сварку только механическим способом. Сварные швы устойчивы против образования горячих трещин. Сталь Х20Н14С2, находящуюся в эксплуатации при температуре 900-1100°С, можно также сваривать электродами ЦТ-17 при наложении швов небольшой ширины - не более 3 диаметров электрода. Технологические характеристики электродов для сварки жаростойких сталей приведены в табл. 35.
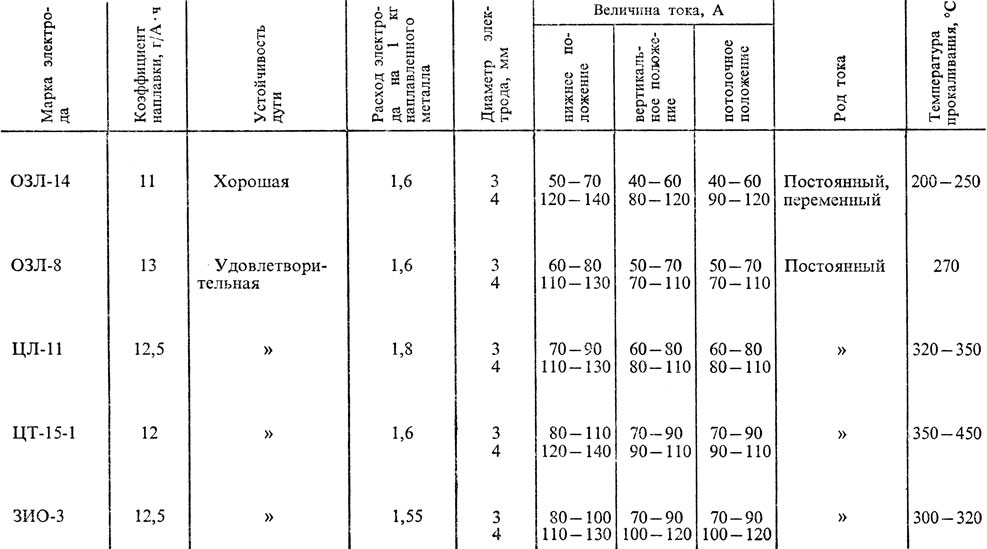
34. Техно логические характеристики электродов для сварки коррозионностойких сталей
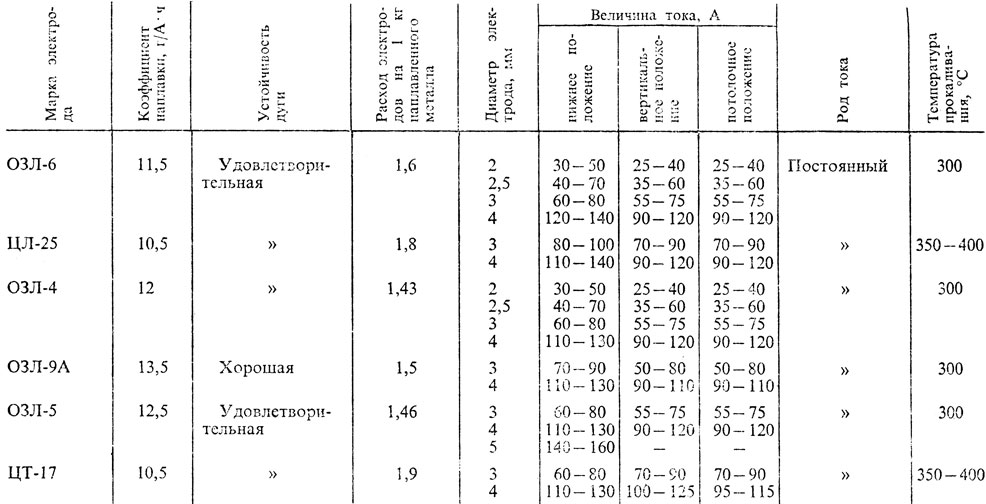
35. Технологические характеристики электродов для сварки жаростойких сталей
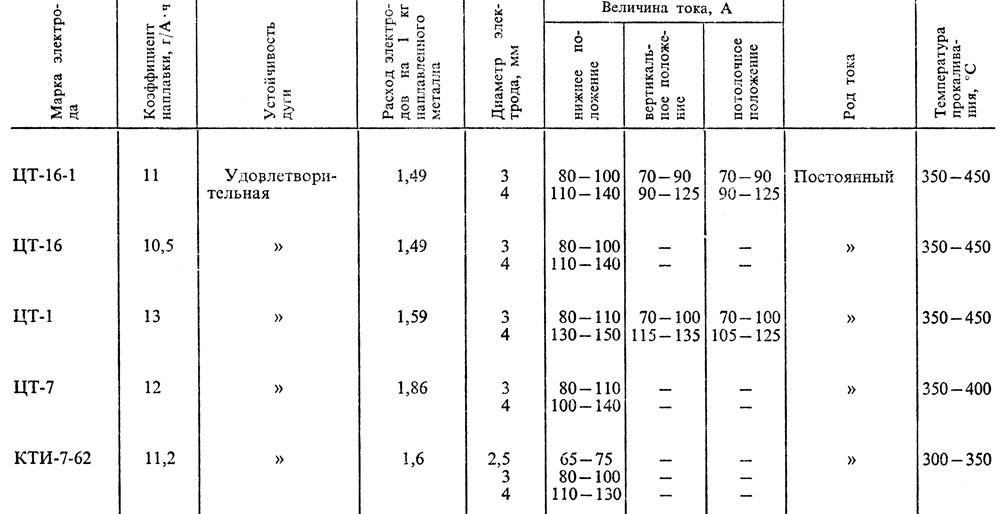
36. Технологические характеристики электродов для сварки жаропрочных сталей и сплавов
Сварка жаропрочных сталей и сплавов. К сталям этой группы относятся 1Х16Н14В2БР, 1Х16Н16В2МЕР, 1Х14Н14В2М, 4Х14Н14В2М, 1Х16Н13М2Б, 1Х14Н14В2М, Х18Н12Т, Х23Н13, Х23Н18, ХН35ВТ и др.
Стали 1Х16Н14В2БР и 1Х16Н16В2МБР сваривают электродами ЦТ-16-1. Кратеры заваривают короткими замыканиями электродов. Эти же стали сваривают электродами ЦТ-16, если изделия эксплуатируются при температуре до 700°С.
Стали 1Х14Н14В2М и 4Х14Н14В2М, работающие в условиях температуры до 600°С, сваривают электродами ЦТ-1. Сварные швы устойчивы против образования горячих трещин.
Стали 1Х16Н13М2Б, 1Х14Н14В2М и Х18Н12Т, работающие в условиях температуры до 620°С, сваривают электродами ЦТ-7. Горячие трещины в сварных швах устраняются достижением ферритной фазы от 2 до 5 %. После сварки применяют отжиг при 750- 800 °С в течение 10 ч.
Стали Х23Н13, Х23Н18, работающие в условиях температуры до 1050°С, сваривают электродами 03Л-9. Огневая подготовка кромок под сварку не допускается. При многослойной сварке швы необходимо выполнять электродами 03Л-9 через слой, наплавленный электродами 03Л-4, 03Л-5, 03Л-6 и ГС-1. Сплавы на железо-никелевой основе ХН35ВТ свариваются электродами КТИ-7-62.
Технологические характеристики электродов для сварки жаропрочных сталей и сплавов приведены в табл. 36.
Вопросы для самопроверки
- Каковы особенности сварки низколегированных конструктивных сталей?
- Почему легированные стали необходимо сваривать короткой дугой?
- В чем заключается особенность сварки теплоустойчивых сталей?
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'