Глава XIII. Сварка углеродистых и легированных сталей
§ 63. Технология сварки углеродистых сталей
В зависимости от химического состава сталь бывает углеродистая и легированная. Углеродистая сталь делится на низкоуглеродистую (содержание углерода до 0,25%), среднеуглеродистую (содержание углерода от 0,25 до 0,6%) и высокоуглеродистую (содержание углерода от 0,6 до 2,0%). Сталь, в составе которой кроме углерода имеются легирующие компоненты (хром, никель, вольфрам, ванадий и т. д.), называется легированной. Легированные стали бывают: низколегированные (суммарное содержание легирующих компонентов, кроме углерода, менее 2,5%); среднелегированные (суммарное содержание легирующих компонентов, кроме углерода, от 2,5 до 10%), высоколегированные (суммарное содержание легирующих компонентов, кроме углерода, более 10%).
По микроструктуре различают стали перлитного, мартенситного, аустеннтного, ферритного и карбидного классов. По способу производства сталь может быть:
обыкновенного качества (содержание углерода до 0,6%), кипящая, полуспокойная и спокойная. Кипящую сталь получают при неполном раскислении металла кремнием, она содержит до 0,05% кремния. Спокойная сталь имеет однородное плотное строение и содержит не менее 0,12% кремния. Полуспокойная сталь занимает промежуточное положение между кипящей и спокойной сталями и содержит 0,05-0,12% кремния;
качественной - углеродистой или легированной, в которых содержание серы и фосфора не должно превышать по 0,04 каждого элемента;
высококачественной - углеродистой или легированной, в которых содержание серы и фосфора не должно превышать соответственно 0,030 и 0,035%. Такая сталь также имеет повышенную чистоту по неметаллическим включениям и обозначается буквой А, помещаемой после обозначения марки.
По назначению стали бывают строительные, машиностроительные (конструкционные), инструментальные и стали с особыми физическими свойствами.
Сварки низкоуглеродистых сталей. Такие стали имеют хорошую свариваемость. При выборе типа и марки электрода для сварки низкоуглеродистых сталей руководствуются следующими требованиями:
обеспечение равно прочности сварного соединения с основным металлом;
получение сварных швов без дефектов;
обеспечение требуемого химического состава металла шва;
получение стойкости сварных соединений в условиях вибрационных и ударных нагрузок, а также при повышенных или пониженных температурах.
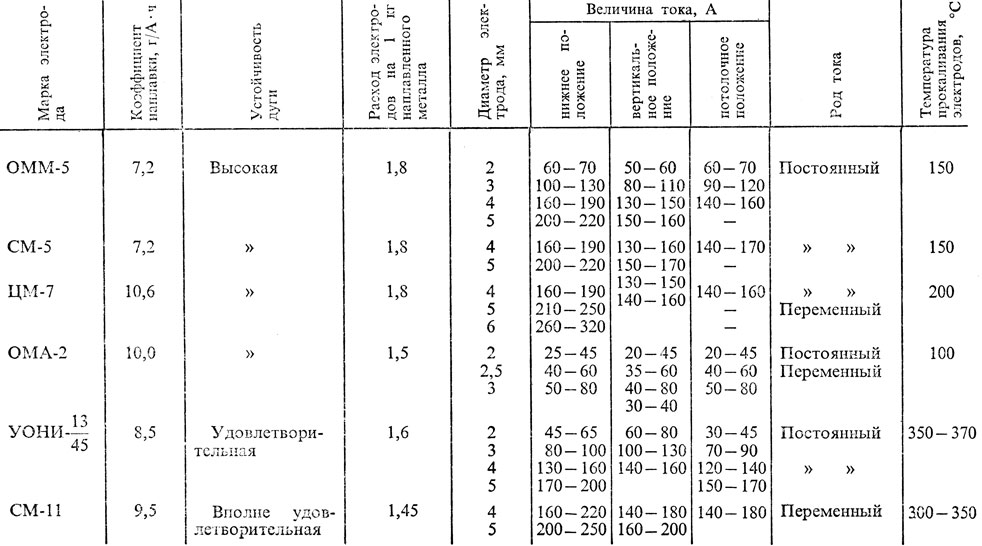
30. Технологические характеристики электродов для сварки низкоуглеродистых сталей
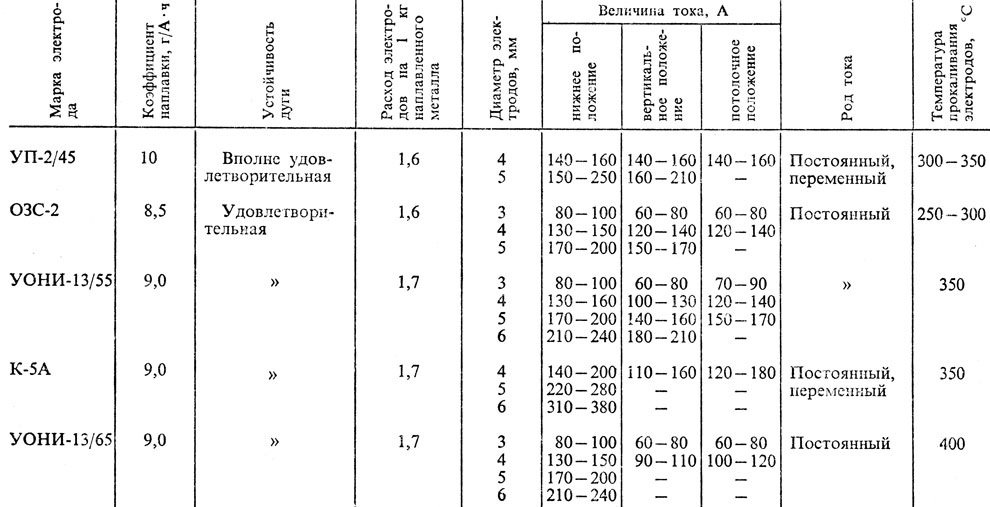
31. Технологические характеристики электродов для сварки среднеуглеродистых сталей
Для сварки низкоуглеродистых сталей применяют электроды марок ОММ-5, СМ-5, ЦМ-7, КПЗ-Э2Р, ОМА-2, УОНИ-13/45, СМ-11 и др. (табл. 30).
Сварка среднеуглеродистых сталей. Такие стали имеют повышенное содержание углерода, который является причиной образования кристаллизационных трещин при сварке, а также малопластичных закалочных структур и трещин в околошовной зоне. Поэтому для повышения стойкости металла шва против образования кристаллизационных трещин следует понизить количество углерода в металле шва. Это достигается применением электродов с пониженным содержанием углерода, а также уменьшением доли участия основного металла в металле шва.
Чтобы снизить вероятность появления закалочных структур, необходимо применять предварительный и сопутствующий подогрев изделия. Надежным способом достижения равнопрочности сварного соединения при низком процентном содержании углерода является дополнительное легирование металла шва марганцем и кремнием.
Среднеуглеродистые стали свариваются электродами УОНИ-13/45, УП-1/45, УП-2/45, ОЗС-2, УОНИ-13/55, К-5А, У ОНИ-13/65 и др. (табл. 31).
Вопросы для самопроверки
- Как классифицируются стали?
- Каковы особенности сварки низкоуглеродистых сталей?
- Как избежать возникновения кристаллизационных трещин при сварке среднеуглеродистых сталей?
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'