§ 28. Техника ручной дуговой сварки металлическими электродами в нижнем положении
Техника манипулирования электродом. Во время сварки сварщик сообщает концу электрода движение в трех направлениях.
Первое движение - поступательное по направлению оси электрода, для поддержания необходимой длины дуги LД, которая должна быть = (0,5 ÷ 1,1)dЭ.
Длина дуги оказывает большое влияние на качество сварного шва и его форму. Длинной дуге соответствует интенсивное окисление и азотирование расплавленного металла и повышенное его разбрызгивание. При сварке электродами основного типа увеличение длины дуги приводит к пористости металла шва.
Второе движение - вдоль оси валика для образования сварного шва. Скорость движения электрода зависит от величины тока, диаметра электрода, типа и пространственного положения, в котором выполняется шов. Правильно выбранная скорость перемещения электрода вдоль оси шва обеспечивает требуемую форму и качество сварного шва. При большой скорости перемещения электрода основной металл не успевает проплавляться, вследствие чего образуется непровар. Недостаточная скорость перемещения электрода приводит к перегреву и прожогу (сквозное проплавление) металла, а также снижает качество и производительность сварки. Правильно выбранная скорость продольного движения электрода вдоль оси шва позволяет получить его ширину на 2 - 3 мм больше, чем диаметр электрода.
Сварной шов, образованный в результате первого и второго движения электрода, называют ниточным. Его применяют при сварке металла небольшой толщины, при наплавочных работах и подварке подрезов.
Третье движение - колебание концом электрода поперек шва для образования уширенного валика, который применяют чаще, чем ниточный. Для образования уширенного валика электроду сообщают поперечные колебательные движения чаще всего с постоянной частотой и амплитудой, совмещенные с поступательным движением электрода вдоль оси подготовленного под сварку соединения и оси электрода. Поперечные колебательные движения электрода разнообразны и определяются формой, размерами, положениями шва в пространстве, в котором выполняется сварка, и навыком сварщика. На рис. 19 показаны поперечные колебания, описываемые концом электрода. В процессе колебания электрода середину пути проходят быстро, задерживая электрод по краям. Такое изменение скорости колебания электрода обеспечивает лучший провар по краям. Ширина валика не должна быть более 2 - 3 диаметров электрода, что соответствует ГОСТ и технологии сварки. При выполнении более широких валиков в результате охлаждения шлака возможно образование дефектов в сварном шве.
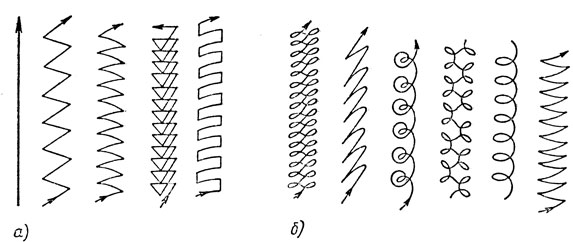
Рис. 19. Техника манипулирования электродом при выполнении ниточного валика (а) и уширенных валиков (б)
Обычно сварку выполняют вертикально расположенным электродом или при его наклоне относительно шва, углом вперед или назад (рис. 20). При сварке углом назад обеспечивается более полный провар и меньшая ширина шва. Электродом, расположенным углом назад, сваривают нахлесточные, угловые и тавровые соединения, а высококвалифицированные сварщикР1 сваривают и стыковые соединения.
Напряжение при ручной дуговой сварке на глубину провара оказывает незначительное влияние, которым можно пренебречь. Ширина шва связана с напряжением на электропроводах прямой зависимостью. При увеличении напряжения ширина шва, увеличивается.
Величина поперечного колебания электрода позволяет существенно изменять глубину провара и ширину шва. Ориентировочную величину сварочного тока подбирают из расчета 25-60 А на 1 мм диаметра стержня электрода, который подбирают по толщине свариваемого металла и пространственному положению шва.
Для металла толщиной 2 - 3 мм диаметр электрода должен составлять 2-3 мм, для металла толщиной 8 мм он должен быть 4-5 мм.
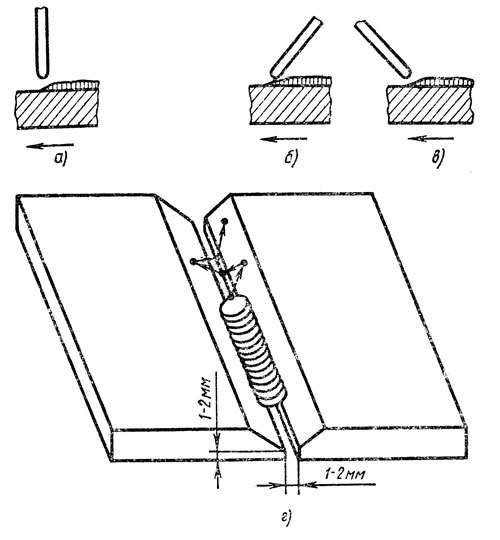
Рис. 20. Положение электродов при сварке: а - вертикальное, б - углом вперед, в - углом назад (стрелкой показано направление сварки), г - выполнение первого слоя при сварке стыкового соединения, имеющего разделку кромок
Декоративные слои можно выполнять так, как показано на рис. 19,6. Первый слой выполняют таким образом, чтобы не было прожога. С этой целью электрод дольше задерживают ка свариваемых кромках, а зазор проходят быстрее (рис. 20,г).
Порядок выполнения швов различной протяженности и толщины. Все сварные соединения по протяженности различают на три группы:
от 250 до 300 мм - короткие;
от 300 до 1000 мм - средней длины;
от 1000 мм и более - длинные.
Короткие соединения сваривают от начала к концу выполняемого шва в одном направлении (рис. 21, а). Соединения средней длины сваривают участками (рис. 21,6, в).
Длину участка выбирают такой, чтобы его можно было сварить целым числом электродов (двумя, тремя и т. д.). Сварку участков начинают в центре будущего шва и ведут от середины к концам или обратноступенчатым способом от одного края к другому.
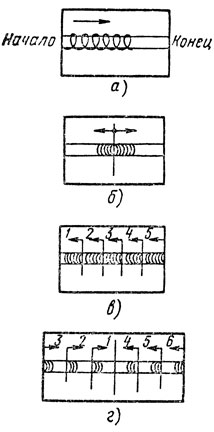
Рис. 21. Схема сварки швов различной конец протяженности: а - сварка на проход для выполнения коротких соединений; б - сварка соединений средней длины от середины к концам шва; в - сварка обратноступенчатым способом для выполнения соединений средней длины (1 - 5 - последовательность наложения швов); г - сварка обратноступенчатым способом от середины к концам шва для выполнения длинных соединений
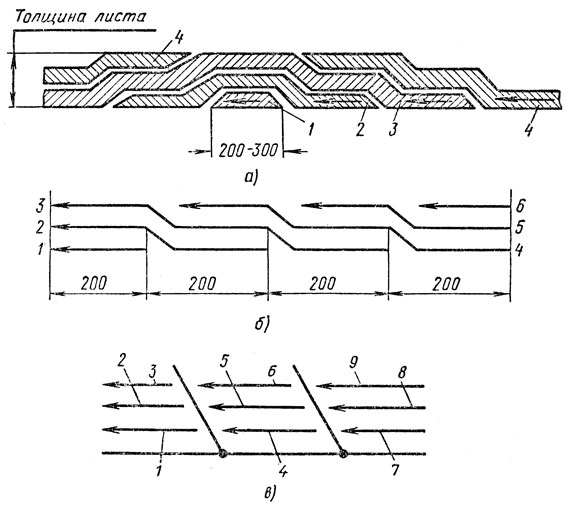
Рис. 22. Методы сварки металла большой толщины: а - схема выполнения длинных многослойных швов 'горкой' (1-4 - последовательность наложения швов); б - схема сварки каскадом для выполнения длинных многослойных швов каскадом (1-6 - последовательность сварки); в - схема сварки блоками (1 - 9 - последовательность наложения слоев)
Длинные соединения, широко применяемые при изготовлении резервуаров, в судостроении и при изготовлении различных емкостей, чаще всего сваривают вразбивку, обратноступенчатым способом (рис. 21, г).
Сварка металла большой толщины. Многослойные швы рекомендуется выполнять методом "горки" или каскадным методом. При сварке "горкой" (рис. 22,а) на участке длиной 200 - 300 мм накладывают первый слой. Затем после очистки первого слоя от шлака, окалины и брызг на него накладывают второй слой, по длине в два раза больше, чем первый. Наконец, отступив от начала второго слоя на 200 - 300 мм, выполняют третий слой. Таким образом выполняют сварку (заполнение разделки) в обе стороны от центральной "горки" короткими швами.
Каскадный метод (рис. 22,6) является разновидностью сварки "горкой", применяют при сварке листов толщиной более 20-25 мм. Применяют также метод сварки блоками, сущность которого видна из рис. 22,в.
По сечению сварные швы могут быть выполнены за один проход - однопроходная сварка (рис. 23, а), за несколько слоев (каждый слой одним валиком, рис. 23,6), послойно валиками (многослойная многопроходная сварка, рис. 23, в).
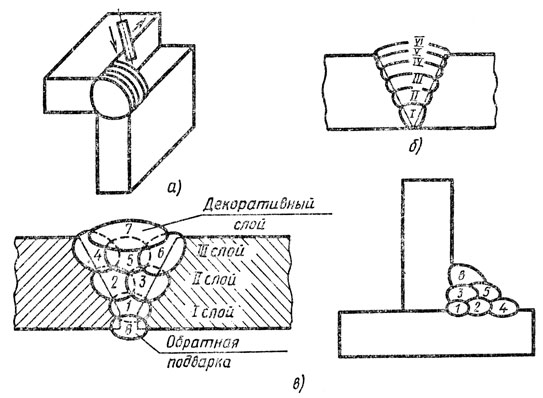
Рис. 23. Схема заполнения швов по сечению: а - однопроходная сварка, б - многослойная (I- VI слои); в - многослойная многопроходная
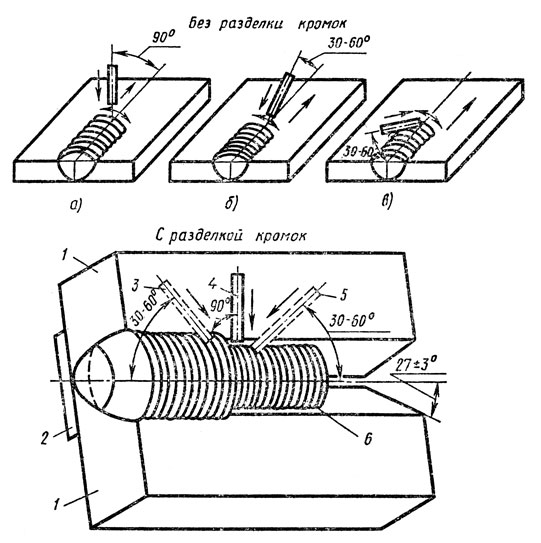
Рис. 24. Техника сварки стыкового соединения: а - вертикально расположенным электродом, б - углом назад, е - углом вперед; 1 - свариваемые пластины, 2 - подкладка, 3 - положение электрода углом вперед, 4 - вертикально расположенным электродом, 5 - положение электрода углом назад, б - корневой шов
Техника выполнения стыковых, тавровых и угловых сварных соединений. Сварку стыковых соединений выполняют с одной или двух сторон. Для борьбы с прожогами применяют остающиеся или съемные подкладки. Остающиеся подкладки изготовляют из стальных полос толщиной 2 - 4 мм при ширине 30-40 мм. Съемные подкладки изготовляют из материала, который во время сварки не плавится, т. е. обладает хорошей теплопроводностью и теплоемкостью. Этим требованиям отвечает медь, а также графит и керамика. Съемные подкладки в процессе сварки иногда охлаждают проточной водой. Сварка на подкладках имеет следующие преимущества:
сварщик работает более уверенно, не боится прожогов и натеков и может увеличить сварочный ток на 20 - 30%;
исключается необходимость подварки корня шва обратной стороны.
При сварке стыковых соединении (рис. 24) без разделки и с разделкой кромок в зависимости от толщины свариваемых листов (от 3 до 26 мм), диаметра электрода сварку выполнякут в два и более слоев. Выполнение шва начинают с наложения первого слоя, состоящего из одного валика. Дугу возбуждают на скосе кромки, а затем, переместив дугу на середину соединения, проваривают края скоса кромок (корень шва). На скосах кромок движение электрода замедляют, чтобы улучшить их провар, а при переходе конца электрода с одной кромки на другую скорость его движения увеличивают для того, чтобы избежать прожога притупленных кромок.
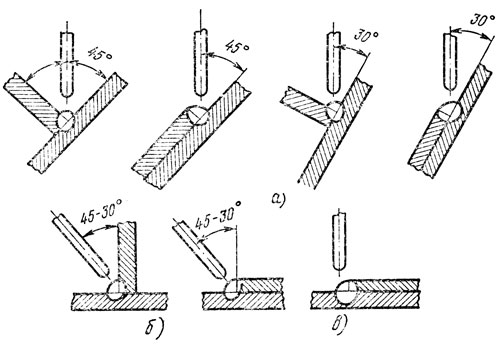
Рис. 25. Способы выполнения угловых, тавровых и нахлесточных швов: а - сварка в симметричную и несимметричную 'лодочку', б - наклонным электродом, в - сварка с оплавлением кромки
При сварке первого слоя применяют электроды диаметром 2, 3 или 4 мм. Электроды большого диаметра не обеспечивают надежный провар корня шва. Перед наложением следующего слоя поверхность предыдущего зачищают от шлака и брызг. Образование шва заканчивают наплавкой усиления* высотой 2-3 мм. После заполнения всего сечения шва со стороны разделки кромок с приданием ему требуемого усиления изделие поворачивают, а затем пневматическим зубилом или воздушно-дуговой строжкой вырубают или выплавляют в корне шва канавку шириной 8-10 мм и глубиной 3 - 4 мм, которую заваривают за один проход швом, придавая ему небольшое усиление.
* (Усиление стыкового шва - часть металла шва, возвышающаяся над поверхностью свариваемых частей.)
Сварка угловых, тавровых и нахлесточных соединений бывает однослойной, многослойной (однослойную применяют для швов с катетом до 10 мм) и многослойной многопроходной. Угловые, тавровые и нахлесточные соединения можно сваривать и без колебаний электрода ниточным и уширенным валиком. Колебания концом электрода производят, когда необходимо наложить шов с большим катетом. При выполнении сварных соединений возможно образование непровара в одной из сторон, а также непровар угла и подрез верхней и нижней кромок. Лучше всего сварку угловых, тавровых и нахлесточных соединений вести в положении "в лодочку" (рис. 25, а). При сварке наклонным электродом (рис. 25,6) или с оплавлением верхней кромки (рис. 25,в) процесс сварки целесообразнее вести электродом, расположенным углом назад.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'