§ 27. Режимы ручной дуговой сварки металлическими электродами
Под режимом сварки понимают совокупность условий, создающих устойчивое протекание процесса сварки, а именно: стабильное горение сварочной дуги, получение сварных швов необходимых размеров, формы и качества. Режим сварки складывается из ряда параметров. Параметры режима сварки подразделяют на основные и дополнительные. К основным параметрам режима сварки при ручной дуговой сварке относят величину, род и полярность тока, диаметр электрода, напряжение, скорость сварки и величину поперечного колебания конца электрода, а к дополнительным - величину вылета электрода, состав и толщину покрытия электрода, начальную температуру основного металла, положение электрода в пространстве (вертикальное, наклонное) и положение изделия в процессе сварки.
Выбор диаметра электрода. Диаметр электрода выбирают в зависимости от толщины свариваемого металла; марки свариваемого металла; формы разделки кромок и номера выполненного валика-шва; положения, в котором выполняется сварка; вида соединения.
Диаметр электрода в зависимости от толщины свариваемого металла выбирают в основном при сварке в нижнем положении, хотя такой выбор не исключен при сварке в других пространственных положениях. При сварке металла в нижнем положении (если не учитывать форму разделки кромок) имеется следующая экспериментальная зависимость между толщиной свариваемого металла и диаметром электрода.
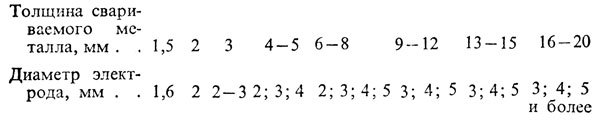
Электроды диаметром 2-3 мм при сварке металла толщиной от 4 мм и выше применяют при выполнении первого слоя - так называемого корневого шва.
Диаметр электрода при прочих равных условиях выбирают в зависимости от марки свариваемого металла. Для уменьшения тепловложения в основной (свариваемый) металл (для снижения возможности образования трещин), особенно при сварке закаливающихся сталей и чугуна, электрод берут диаметром 2-3 мм, что обеспечивает получение валика небольшого сечения.
Диаметр электрода выбирают также в зависимости от формы разделки кромок под сварку. Если разделки кромок нет, то диаметр электрода можно подбирать по выше приведенной зависимости. Если же имеется разделка кромок, то при наложении первого слоя, независимого от марки свариваемого металла, применяют электроды диаметром 2-3 мм и редко 4 мм. Применение электродов больших диаметров (свыше
4 мм), как правило, приводит к непровару, зашлаковыванию и образованию ряда других дефектов. Последующие слои выполняют электродами диаметром 4 мм, а если толщина металла свыше 12 мм и сварку выполняют в нижнем положении, то могут быть применены электроды диаметром 5 мм. Декоративный слой при сварке металла толщиной более 12 мм в нижнем положении можно выполнить электродами диаметром 5 мм и более. При выполнении швов в вертикальном и других пространственных положениях первый слой накладывают электродами диаметром 2-3 мм и редко 4 мм, а последующие слои, в том числе и декоративный слой, выполняются электродами диаметром 4 мм.
Диаметр электрода должен выбираться в зависимости от свариваемого соединения. При сварке стыкового соединения выбор диаметра электрода надо осуществлять как было сказано выше. При сварке тавровых, угловых и нахлесточных соединений существует такое правило выбора диаметра электрода :
для швов, выполняемых в несколько слоев, первый слой делают электродами диаметром 2, 3, 4 мм. Чем ответственнее конструкция, тем меньше диаметр применяемого электрода, что способствует получению хорошего провара в корне шва, уменьшает тепловложеиие в основной металл, а следовательно, снижает сварочные напряжения и деформации;
для швов, выполняемых за один проход, применяют электроды диаметром 2, 3, 4 5 и 6 мм - в зависимости от толщины свариваемых листов.
Тип и марку электрода подбирают в зависимости от прочности, механических и эксплуатационных свойств сварного соединения.
Напряжение дуги. Напряжение на дуге изменяется пропорционально длине дуги. При увеличении длины дуги возрастает ее напряжение и поэтому увеличивается доля тепла, идущая на плавление электрода и основного металла. В результате этого ширина сварного шва увеличивается, а глубина провара и высота усиления уменьшаются. Напряжение на дуге зависит от величины тока и диаметра электрода. Оно обычно бывает 18-45 В. Сварку лучше выполнять короткой дугой, где напряжение устанавливается 18-20 В. Длинная дуга издает резкий звук, сопровождающийся хлопками и значительным разбрызгиванием расплавленного металла. Поэтому опытный сварщик по звуку дуги может даже на некотором расстоянии судить о ее длине. С целью уменьшения длины дуги следует быстрее опускать вниз электрододержатель с электродом.
Скорость сварки. С увеличением скорости сварки ширина сварного шва уменьшается, наряду с этим глубина провара увеличивается, что является следствием того, что жидкий металл не успевает подтекать под дугу и толщина его прослойки мала. При дальнейшем увеличении скорости сварки время теплового действия дуги на металл и глубина провара уменьшается, а при значительной скорости сварки будет даже образовываться несплавление основного металла с металлом шва.
Род и полярность тока. Род и полярность тока также влияют на форму и размеры шва. При сварке постоянным током обратной полярности глубина провара на 40 - 50% больше, чем при сварке постоянным током прямой полярности, что объясняется различным количеством теплоты, выделяющейся на аноде и катоде. Поэтому обратная полярность применяется при сварке тонкого металла с целью исключения прожога и при сварке высоколегированных сталей с целью исключения их перегрева. При сварке переменным током глубина провара на 15-20% меньше, чем при сварке постоянным током обратной полярности.
Род и полярность тока выбирают по типу электродного покрытия, марке свариваемого металла, толщине свариваемого металла.
Наклон электрода. Ручную дуговую сварку можно выполнять вертикальным электродом, углом вперед и углом назад. В виду того что столб дуги стремится сохранить направление оси электрода, то в каждом из этих случаев форма сварочной ванны и, следовательно, форма шва будет различной. При сварке углом вперед, как правило, жидкий металл подтекает под дугу, поэтому глубина провара и высота усиления уменьшаются, а ширина шва увеличивается. При сварке углом назад жидкий металл давлением дуги вытесняется из-под нее, поэтому глубина провара и высота усиления увеличиваются.
Наклон изделия. В зависимости от расположения соединений на изделии или от наклона изделия ручная дуговая сварка может быть выполнена на горизонтальной плоскости, на подъем и спуск. Влияние наклона изделия и пространственного расположения соединений на изделии на форму шва примерно такое, что и влияние наклона электрода. При сварке на подъем расплавленный металл под действием собственного веса вытекает из-под дуги, в результате чего увеличиваются глубина проплавления и высота усиления, а ширина шва уменьшается. При сварке на спуск жидкий металл подтекает под дугу, что уменьшает глубину проплавления и увеличивает ширину шва.
Предварительный подогрев и последующую термическую обработку выполняют в случаях, когда металл склонен к образованию закалочных структур, например закалочные структуры образуются в сварных соединениях при сварке средне- и высокоуглеродистых сталей, низколегированных, теплоустойчивых и высоколегированных сталей и т. д., и когда металл обладает значительной теплопроводностью и теплоемкостью (медь и др.).
Положение в пространстве, котором выполняется сварка. Ручную дуговую сварку практически можно выполнять во всех пространственных положениях: нижнем, в лодочку, полувертикальном, вертикальном, полугоризонтальном и горизонтальном, а также полупотолочном и потолочном. Возможность выполнения сварки в том или ином положении зависит прежде всего от марки свариваемого металла и типа покрытия электрода.
Выбор сварочного тока. Сварочный ток устанавливают в зависимости от диаметра применяемого электрода и пространственного положения, в котором выполняется сварка.
Для сварки в нижнем положении сварочный ток может быть определен по формуле Iсв = К×dЭ, где Iсв - сварочный ток, А; К - коэффициент пропорциональности, зависящий от диаметра и типа электрода, А/мм; dЭ - диаметр электрода, мм.
При сварке низкоуглеродистых сталей значения К следующие:
Диаметр электрода, (d3), мм . 1-2 3-4 5-6
Коэффициент пропорциональности, А/мм 25 - 30 30 - 45 45 - 60
При сварке в вертикальном положении сварочный ток выражается по формуле Iсв = 0,9 К×dЭ, где 0,9 - коэффициент, учитывающий снижение сварочного тока при сварке в вертикальном положении.
При сварке в потолочном положении сварочный ток равен Iсв = 0,8×К×dЭ, где 0,8 - коэффициент, учитывающий снижение сварочного тока при сварке в потолочном положении.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'