Глава X. Технология механической обработки деталей приборов
§ 24. Основные сведения о проектировании технологического процесса
Технология означает совокупность научных и практических знаний о способах и средствах выполнения какого-либо процесса. В частности, технология приборостроения - наука, изучающая законы построения технологических процессов обработки деталей и сборки приборов.
Производственный и технологический процессы. Типы производства.Производственным процессом называется совокупность действий, в результате которых исходные материалы или полуфабрикаты превращаются в готовую продукцию предприятия. Отрезок времени между началом и концом производственного процесса по изготовлению детали называется производственным циклом. В производственный процесс приборостроительных предприятий входят: техническая подготовка производства, изготовление заготовок и их обработка, термическая обработка, антикоррозионное и декоративное покрытие, сборка узлов и приборов, транспортирование и хранение, контроль и испытания деталей, узлов и приборов и др.
Технологическим процессом механической обработки называется часть производственного процесса, непосредственно связанная с последовательным изменением формы и размеров заготовок на пути превращения их в готовые детали. В технологический процесс, помимо основных действий, входят, органически с ними связанные, вспомогательные работы - установка и снятие со станка обрабатываемых деталей, контроль и испытания и т. п. Технологический процесс механической обработки расчленяют на операции, которые, в свою очередь, состоят из установок, переходов и т. д.
Операцией называется законченная часть технологического процесса обработки одной или нескольких одновременно обрабатываемых деталей, выполняемая непрерывно на одном рабочем месте одним рабочим или бригадой рабочих.
При техническом нормировании и планировании операция является неделимой частью технологического процесса.
Установкой называется часть операции, выполняемая при одном закреплении обрабатываемой детали (или нескольких деталей). Например, обтачивание ступенчатого валика с правой и левой сторон в центрах токарного станка (за два закрепления) является одной операцией, выполняемой за две установки. Эта же операция, производимая на многорезцовом токарном полуавтомате, будет выполняться за одну установку.
Переходом называется часть операции, выполняемая на одном или нескольких участках поверхности заготовки одним или несколькими инструментами при неизменной настройке станка. Например, переходом является одновременное наружное точение и сверление на револьверном станке с помощью комбинированной державки.
Проходом называется часть перехода, связанная со снятием одного слоя металла. Например, припуск на продольное точение (на сторону) 6 мм, глубина резания t = 3 мм, следовательно, переход снятия всего припуска будет состоять из двух проходов.
Для освоения изготовления прибора или машины необходима соответствующая подготовка производства (конструкторская, технологическая, планово-организационная). Наиболее трудоемкой является технологическая подготовка производства, которая заключается в разработке технологических процессов, проектировании и изготовлении технологического оснащения (станочные и контрольные приспособления, режущие, измерительные и вспомогательные инструменты), разработке различных технических нормативов, необходимых для планирования и организации производства. Исходными данными для разработки технологического процесса механической обработки являются:
- рабочие чертежи деталей и узлов;
- технические условия на изготовление деталей и сборку узлов;
- годовое производственное задание, количество деталей в партии;
- технические данные используемого оборудования (паспорта, каталоги и описания станков);
- нормали на режущие, измерительные и вспомогательные инструменты;
- нормали на приспособления и их узлы;
нормативы по техническому нормированию.
На основе перечисленных исходных данных технологический процесс разрабатывают в следующем порядке: выбирают вид и способ получения заготовки; намечают последовательность обработки с описанием операций, установок, переходов; вычерчивают операционные эскизы; выбирают оборудование, приспособления, режущие, измерительные и вспомогательные инструменты; определяют межоперационные припуски и допуски; проектируют, а затем изготовляют специальные приспособления и инструменты; производят техническое нормирование операций; оформляют соответствующую документацию.
Экономичным является такой технологический процесс, который обеспечивает высокое качество изготовляемых деталей и хорошие эксплуатационные свойства прибора при минимальных затратах на изготовление. Основными документами, фиксирующими технологический процесс обработки деталей, являются маршрутные технологические и операционные технологические карты. Их формы определяются системой технологического процесса, видом обработки и характером производства. На операционной технологической карте дается эскиз обработки, где указываются обрабатываемые в данной операции поверхности, размеры и допуски на их изготовление. В карте записывают порядок выполнения работ по переходам, указывают используемые станок, приспособления и инструменты, приводят все необходимые элементы режима резания и нормы штучного времени. Операционные технологические карты должны быть у исполнителей на рабочих местах в течение времени изготовления всей партии деталей. Для успешного ведения производственного процесса необходимо строгое соблюдение технологической дисциплины, которое заключается в точном выполнении всех указаний и требований, записанных в технологических картах. Нарушение технологической дисциплины приводит к неоправданному количеству брака, срыву ритмичности работы и выпуска, повышению затрат на изготовление изделий.
Совершенство технологического процесса и степень его детализации зависят от типа производства. В приборостроении, как и в машиностроении, различают три основных типа производства: единичное (индивидуальное), серийное, массовое.
Единичным называется таксе производство, при котором изделия изготовляют единицами или партиями в несколько штук, причем повторяемость изделий или отсутствует, или есть через неопределенные промежутки времени. В этом типе производства применяют универсальное оборудование, располагаемое группами по типовому признаку, широкоуниверсальные приспособления, стандартные режущие и измерительные инструменты, слесарно-пригоночные работы. Квалификация рабочих должна быть высокой вследствие большого разнообразия выполняемых ими работ. В единичном производстве технологический процесс представляет собой только перечень операций, устанавливающий их последовательность (маршрутный технологический процесс). Себестоимость изготовления изделий получается высокой.
Серийным называется производство, при котором изготовление изделий производят партиями (сериями), повторяющимися через определенные промежутки времени. Наряду с универсальным оборудованием применяют специализированные, а в отдельных случаях и специальные станки. В этом типе производства, и особенно при больших сериях изготовляемых изделий, целесообразно разрабатывать подробный операционный технологический процесс и оснащать его специальными приспособлениями, режущими и измерительными инструментами, что удешевляет выпускаемую продукцию и сокращает цикл производства. В зависимости от условий (стабильность и повторяемость изделий, размеры серий) оборудование преимущественно располагается по группам однотипных станков или в соответствии с технологическим процессом.
Массовым производством называется такое, при котором изделия изготовляют в больших количествах в течение длительного времени. За рабочими местами закреплены определенные операции, постоянно повторяющиеся. Широко применяют специализированное и специальное оборудование с преобладанием автоматического управления станками. Все станки и агрегаты располагают по ходу технологического процесса. Все технологическое оснащение узко специализированное.
Одним из основных условий массового производства является осуществление принципа полной взаимозаменяемости. Тщательно должны быть отработаны конструкции изготовляемых изделий, технологические процессы и технологическое оснащение. В массовом производстве имеются все условия для рационального использования автоматических линий металлорежущих станков и агрегатов. Затраты на изготовление изделий в массовом производстве меньше, чем в любом другом типе производства.
Проектирование технологических процессов в приборостроении. При проектировании технологических процессов технологу приходится решать вопрос о технологичности деталей и конструкции прибора или машины. Технологичной считается такая конструкция изделия, которая полностью обеспечивает предъявляемые к ней эксплуатационные требования и является вместе с тем наименее трудоемкой в изготовлении. Конструкция должна легко собираться и разбираться и обеспечивать доступ к любому механизму для регулировки, смазки и ремонта. Она должна максимально состоять из нормализованных деталей и узлов, количество оригинальных деталей должно быть сведено до минимума. В конструкции должна быть обеспечена максимальная взаимозаменяемость деталей и узлов, пригоночные работы должны допускаться при крайней необходимости. Рациональным должно быть назначение точности размеров и шероховатости обработанных поверхностей.
Технологичной будет такая деталь, которая для изготовления требует: минимальных затрат рабочего времени и подготовки производства, наименьшего количества материала и сложных операций и т. п. Общие требования к деталям приборов, с учетом технологичности, будут следующие:
- возможность изготовления детали из рациональной заготовки или стандартного недефицитного материала (целиковый прокат, трубы, полосы и ленты);
- жесткость конструкции деталей;
- диаметры отверстий, ширина канавок и выточек должны обеспечить возможность применения стандартных инструментов;
- расстояния между отверстиями должны быть такими, чтобы можно было применить многошпиндельные сверлильные головки;
- обрабатываемые поверхности корпусных деталей должны быть взаимно параллельны или перпендикулярны, наклонные обрабатываемые поверхности нежелательны;
- простановка размеров должна соответствовать производительным методам обработки. Например, размеры С и В (рис. 115, а) легко получить на револьверном станке или автомате за одну операцию в то время как обеспечение размеров А и В (рис. 115, б) потребует двух операций и пересчета размеров.
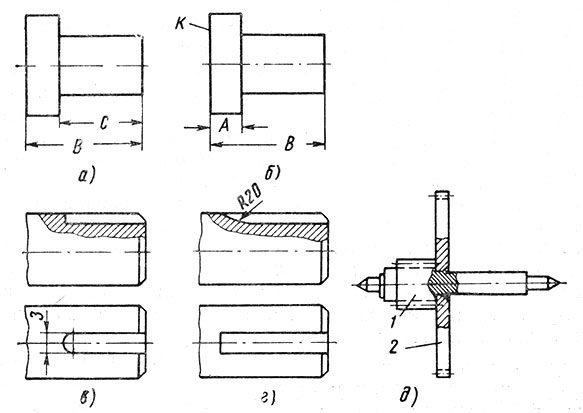
Рис. 115. Примеры технологичности конструкций
В первой операции выдерживают размеры В - А и В + А. Во второй операции (токарной) подрезают торец К путем снятия межоперационного припуска А и выдерживают более точный размер А или В (менее точный должен получиться автоматически). На рис. 115, в показаны размеры шпоночного паза, предопределяющие режущий инструмент. Им может быть только концевая фреза диаметром 3 мм, допускающая небольшую минутную подачу. При технологическом размере R20 (рис. 115, г), что совершенно не отражается на работоспособности валика, производительность фрезерования можно значительно повысить применением стандартной пазовой фрезы диаметром 40 мм и шириной 3 мм. Детали с большими перепадами размеров целесообразно создавать из отдельных составных частей (рис. 115, д) - соединение триба 1 с зубчатым колесом 2 прессованием и развальцовкой.
Для повышения технологичности конструкций при освоении новых изделий конструкторская и технологическая подготовка частично осуществляются параллельно, что дает возможность конструктору и технологу совместно и оперативно решать возникающие вопросы, способствуя сокращению срока подготовки производства и периода освоения нового изделия.
При проектировании технологического процесса механической обработки приходится решать вопрос об оптимальном числе операций. Существуют два метода: концентрации (укрупнения) операций и дифференциации (раздробления) операций. Метод концентрации операций имеет следующие достоинства: повышается производительность в результате совмещения переходов и даже операций (полуавтоматы и автоматы, агрегатные станки), уменьшение вспомогательного времени на установку и снятие детали и на управление станком; повышается точность обработки, так как сокращается количество установок детали (уменьшаются погрешности); сокращается транспортировка деталей и полуфабрикатов, уменьшается потребность в производственных площадях, сокращается цикл производства детали.
Недостатками этого метода являются: затруднения в обеспечении точности размеров и геометрической формы детали при совмещении переходов (усиливаются деформации и вибрации в системе СПИД); необходимость применения дорогостоящих станков (автоматы и полуавтоматы, агрегатные станки, многошпиндельные головки), наладка которых сложна и трудоемка.
Метод дифференциации операций дает возможность использовать простое оборудование с ограниченными технологическими возможностями или станки общего назначения, легко обеспечить высокую точность и класс чистоты обработки отдельных поверхностей. Исполнители-операторы быстро осваивают работы на настроенных станках. Метод дифференциации операций дает возможность быстро перестроить технологический процесс и оборудование при смене объекта производства.
К недостаткам метода дифференциации операций следует отнести: уменьшение точности взаимного расположения поверхностей детали, обработанных на разных станках; большее количество станков, рабочих, производственных площадей; увеличение цикла производства.
В условиях единичного и мелкосерийного производств, особенно при обработке крупногабаритных деталей (корпусные детали), применяют метод концентрации операций на универсальных станках. В приборостроении стремятся идти по пути концентрации операций, чтобы повысить точность обработки и особенно уменьшить вспомогательное время. В условиях крупносерийного и массового производства применяются оба метода в зависимости от целесообразности. Наличие чертежа детали, технических условий и программного задания дает возможность выбрать заготовку и, установив припуски на обрабатываемые поверхности, делать чертеж заготовки, по которому проектируются штампы, прессформы и др.
Последовательность операций и переходов устанавливают на основании следующих общих положений:
- в числе первых операций должна быть та, в которой будет обработана поверхность, являющаяся установочной базой в последующих операциях; в первой операции заготовку следует установить на наиболее ровную и чистую поверхность, имеющую наибольшие размеры;
- сначала обрабатывают менее точные поверхности и предварительно поверхности, имеющие значительные припуски на обработку, причем последующие операции, а внутри операции переходы и проходы, назначают в соответствии с точностью и шероховатостью обработки, заданными чертежом детали;
- операции, при которых возможен повышенный процент брака, следует по возможности производить вначале;
- последовательность неответственных операций устанавливают в зависимости от удобства обработки и транспортировки;
- сверление нецентричных отверстий, нарезание резьбы в них и нарезание зубьев следует отнести к концу технологического процесса;
- последними должны производиться отделочные операции (тонкое точение, развертывание, шлифование и др.).
Для каждой операции выбирают возможно более простой для данной операции станок, обеспечивающий оптимальные режимы обработки, заданную точность и класс чистоты обработанных поверхностей. Мощность выбранного станка должна быть близка к максимальной мощности, необходимой на резание (с учетом к. п. д. станка).
Вид заготовки и способ ее изготовления являются одним из основных факторов, определяющих экономичность технологического процесса и трудоемкость механической обработки. Рациональность заготовки определяют приближением ее формы и размеров к готовой детали. Чем меньше обрабатывается поверхностей и меньше припуски на обработку, тем более рациональна заготовка. Рассмотрим основные способы получения заготовок и область их применения в приборостроении.
Прокат металлов (круглый и профильный, трубы, листы, полосы, ленты) широко применяют как исходную форму материала для изготовления деталей приборов. Однако во многих случаях для уменьшения отхода металла в стружку и сокращения объема механической обработки целесообразно изготовлять заготовки такими способами, как литье, штамповка, прессование и др.
Литье в песчаную форму дает невысокую точность отливок (7-9-й класс), плохое качество поверхности и большие отходы металла. Применяют его только в единичном и мелкосерийном производствах для изготовления отливок крупных деталей (корпусы приборов, плиты, кронштейны и др.).
Литье в металлическую форму (кокиль) более производительно, чем литье в землю, дает меньшую шероховатость поверхности и более высокую точность (4-5-й класс), вследствие чего более широко применяется.
Литье под давлением является наиболее прогрессивным и распространенным в приборостроении, где очень много деталей изготовляют из цветных сплавов. Литье производят на специальных литейных машинах в металлических формах со шлифованными или полированными рабочими полостями (для мелких деталей проектируют многоместные формы). Достоинствами литья под давлением являются: высокая точность отливок (4-й класс, а отдельные размеры можно получить по 3-му и даже 2-му классу точности); высокий класс чистоты поверхности (7-8-й в новых формах, 5-6-й после литья 5-10 тыс. деталей); высокая производительность; небольшие отходы; возможность армирования* отливок. Высокая стоимость форм обусловливает рентабельность литья под давлением только в крупносерийном и массовом производстве. Однако, применяя формы из нормализованных узлов и деталей (сменными являются только специальные вставки, монтируемые в основные плиты) или многоместные формы для однотипных или различных деталей прибора, можно добиться рентабельности литья под давлением и в мелкосерийном производстве.
* (В литейном производстве под армированием понимают установку в форму деталей-арматуры с последующей заливкой жидким металлом. Например, таким образом можно отлить корпус из алюминиевого сплава с втулками-подшипниками из бронзы или латуни. Корпус получается легким, дешевым с работоспособными подшипниками.)
Точное литье по выплавляемым моделям применяют главным образом для получения заготовок сложной фасонной формы из сталей и других тугоплавких металлов.
Холодная штамповка имеет исключительно широкое распространение в приборостроении, как способ получения заготовок, так и в качестве одного из наиболее производительных способов механической обработки металлов.
Пластмассы являются прекрасным и дешевым материалом для деталей приборов и могут с успехом заменять металлы в тех случаях, когда их низкая прочность не является препятствием. Детали из пластмасс получают прессованием порошков соответствующего состава, причем большинство из них армируется металлическими вставками (гладкие и резьбовые втулки, винты, гайки, валики и т. п.). Электроизоляционные свойства пластмасс обеспечили им широкую область применения в электро- и радиоаппаратостроении. Прессованием из пластмасс можно получить детали с точностью размеров 4-5-го класса.
Изготовление заготовок прессованием из металлических порошков (металлокерамика), горячую штамповку, штамповку жидкого металла применяют в приборостроении, но они не имеют такого значения, как рассмотренные выше способы изготовления заготовок.
|
ПОИСК:
|
При использовании материалов сайта активная ссылка обязательна:
http://metallurgu.ru/ 'Библиотека по металлургии'